Отправить свою хорошую работу в базу знаний просто. Используйте форму, расположенную ниже
Студенты, аспиранты, молодые ученые, использующие базу знаний в своей учебе и работе, будут вам очень благодарны.
Размещено на http://www.allbest.ru/
Введение
Основные свойства строительных материалов
Введение
1. Номенклатура изделий
2. Технологическая часть
2.1 Сырье и полуфабрикаты
2.2 Выбор способа производства
2.3 Технологическая схема производства керамических плиток
2.4 Описание технологической схемы
2.5 Выбор основного технологического и транспортного оборудования
2.6 Новое в технологии производства отделочных материалов и изделий
Заключение
Список используемой литературы
Введение
В связи с громадным объемом реконструкции старых и сооружения новых зданий требуется большое разнообразие строительных материалов и изделий.
Внедрение новых технологий производства отделочных работ необходимо начинать с серьезного и детального их изучения студентами-бакалаврами производства строительных материалов, изделий и конструкций.
Особая актуальность данных методических указаний вызвана подготовкой специалистов для выполнения все возрастающих объемов ремонтно-строительных работ и значительным количеством объектов, выполняемых по принципу свободных пространств (без отделки помещений). По данным независимой оценки, 60% жилого фонда страны имеет износ более 40% и, следовательно, требуется модернизация и капитальный ремонт инженерных систем с последующей отделкой помещений на современном уровне.
Отделочные работы являются заключительным циклом строительных работ, по выполнению которых создается мнение и дается оценка законченному строительством объекту.
Подготовка основы поверхностей под отделку остается важным и ответственным этапом отделочных работ. В большей степени непосредственно от качества основы и даже не столько от самих отделочных материалов зависит долговечность и качество самой отделки. Знания современных технологий работ и высокая квалификация исполнителей также обеспечивают достижение высокого результата качества отделочных работ.
Снижению трудоемкости работ способствует внедрение конструкций с декоративными готовыми покрытиями, исключающими финишную отделку. Это конструкции различных видов подвесных, подшивных, натяжных потолков, сборные офисные перегородки и крупноразмерные листовые материалы с готовыми видами покрытий.
Главная задача выполнения курсовой работы - обоснованный выбор способа производства определенного отделочного материала. Решению этой задачи предшествует выбор основного материала, сырья или полуфабриката, разработка технологической схемы производства, выбор основного технологического оборудования.
Курсовая работа является самостоятельной работой студента и должен содержать элементы новых и оригинальных решений заданного технологического процесса при производстве отделочных материалов.
Темы курсовых работ назначаются в соответствии с практическими задачами промышленности и должны иметь производственную и научную ценность.
Основные темы курсовой работы связаны с разработкой современных методов производства отделочных материалов, с разнообразием окрасочных составов, декоративных штукатурок, обоями, керамической плиткой, облицовочными панелями и т.д., новыми технологиями механизированного нанесения сухих смесей, многообразием каждого вида отделки и пр.
Для производства отделочных материалов существует множество технологических переделов. Поэтому возможная тематика работы не ограничивается указаниями, а может быть дополнена по желанию студента или решению руководителя.
Представленные материалы могут служить основой для изучения и практического использования новых технологий и строительных материалов, в важном вопросе - повышения комфортности, экологической чистоты и современного дизайна жилых и общественных зданий.
Курсовая работа позволяет закрепить и углубить знания по дисциплине «Отделочные материалы» и является подтверждением того, что студент умеет применить полученные знания при решении конкретной задачи.
Основные свойства строительных материалов
Плотностью называется величина, равная отношению массы вещества к занимаемому им объему; выражается в килограммах на кубический метр (кг/м 3).
Истинная плотность -- предел отношения массы к объему тела или вещества без учета имеющихся в них пустот и пор.
Насыпная плотность -- отношение массы зернистых материалов, материалов в виде порошка ко всему занимаемому ими объему, включая и пространство между частицами.
Средняя плотность -- физическая величина, определяемая отношением массы тела или вещества ко всему занимаемому ими объему, включая имеющиеся в них пустоты и поры.
Относительная плотность -- отношение плотности тела или вещества к плотности стандартного вещества при определенных физических условиях.
Пористость -- отношение объема пор к внешнему объему (габариту) материала. Ее выражают в процентах.
Пористость определяет основные свойства материалов: прочность, морозостойкость, газопроницаемость, водопроницаемость и т. д.
Водопоглощение -- способность материала впитывать и удерживать воду. Водопоглощение определяют по разности массы образца материала в насыщенном водой и абсолютно сухом состоянии и выражают в процентах массы сухого материала.
Водопоглощение по объему Во равно массе воды, поглощенной образцом при его насыщении, отнесенной к объему образца.
Водопоглощение материала по объему меньше 100 %, а водопоглощение по массе у очень пористых материалов -- больше 100 %.
Отношение прочности материала, насыщенного водой, к его прочности в сухом состоянии называется коэффициентом размягчения . Численное значение этого коэффициента колеблется от 0 до 1.
При коэффициенте размягчения более 0,8 строительный материал считается водостойким, при коэффициенте менее 0,7 -- неводостойким, и его рекомендуется применять в увлажняемых конструкциях и сооружениях с большой влажностью.
Влагоотдача -- способность материала отдавать влагу при изменении окружающей среды. Влагоотдача характеризуется скоростью высыхания материала в сутки при относительной влажности окружающего воздуха 60 % и температуре 20 °С.
Влажность материала в процентах определяют содержанием влаги, отнесенной к массе материала в сухом состоянии.
Водопроницаемость -- способность материала пропускать воду под давлением. Водопроницаемость характеризуется количеством воды, прошедшей за 1 ч через 1 см 2 поверхности материала при постоянном давлении. Степень водопроницаемости материала зависит от его плотности и строения.
Адгезия -- способность материала слипаться с поверхностью другого тела. Количественно она характеризуется удельной работой, затрачиваемой на разделение тел. Адгезия -- важное свойство лакокрасочных полимерных покрытий, антикоррозионных составов, гидроизоляционных и кровельных эмульсий и суспензий и т. д.
Морозостойкость -- способность материала в насыщенном водой состоянии выдерживать многократное попеременное замораживание и оттаивание без видимых признаков разрушения и понижения прочности.
Морозостойкость характеризуется количеством выдержанных циклов замораживания, определяемых по снижению прочности материала не более чем на 25 % и потере массы не более чем на 5 % .
Морозостойкость материала проверяют многократным замораживанием образцов при температуре -15...-20 °С и последующим оттаиванием в воде при температуре 20...25 °С.
Теплопроводность -- способность материала передавать тепло через свою толщу от одной поверхности к противоположной вследствие разности температур.
Теплоемкость -- свойство материала поглощать теплоту при нагревании и отдавать ее при охлаждении; характеризуется коэффициентом теплоемкости, равным количеству тепла в джоулях, необходимого для нагрева 1 кг материала на 1 °С. Теплоемкость, отнесенная к единице массы, называется удельной теплоемкостью. Теплоемкость материала позволяет сохранить теплоустойчивость зданий.
Газопроницаемость -- способность материала пропускать через толщу газ или воздух. Объем газа, проходящего через слой материала, прямо пропорционален площади стены, времени протекания газа, разности давлений и обратно пропорционален толщине стены.
Звукопроницаемость -- свойство материала пропускать воздушные и ударные звуки. Ограждающие конструкции зданий оцениваются по звукоизолирующей способности: количественная мера -- децибел (дБ). Звукоизоляция стен характеризуется. показателем проницаемости от воздушного звука, а междуэтажных перекрытий -- показателем звукоизоляции от воздушного и ударного звуков. Для жилых зданий показатель звукоизоляции от воздушного звука межквартирных стен и междуэтажных перекрытий должен быть не менее 1 децибела, а показатель звукоизоляции от ударного шума междуэтажных перекрытий -- 0 (нуль)децибел.
Огнеупорность -- свойство материала выдерживать длительное воздействие высоких температур под нагрузкой (не размягчаясь и не деформируясь).
Огнестойкость -- свойство материала сопротивляться действию огня при пожаре в течение определенного времени. Она зависит от сгораемости материала, т. е. от его способности воспламеняться и гореть. По степени сгораемости материалы делятся на сгораемые, трудносгораемые и несгораемые.
Упругостью твердого тела называют его свойство самопроизвольно восстанавливать первоначальную форму и размеры после прекращения действия внешней силы.
Пластичностью твердого тела называют его свойство изменять форму или размеры под действием внешних сил, не разрушаясь; причем после прекращения действия силы тело не может самопроизвольно восстанавливать свои размеры и форму и в теле остается некоторая остаточная деформация, называемая пластической деформацией.
Хрупкостью твердого тела называют его способность разрушаться без образования заметных остаточных деформаций.
Прочностью твердого тела называют способность материала сопротивляться разрушению под действием напряжений, возникающих от нагрузки или других факторов.
Прочность материала оценивают пределом прочности.
Пределом прочности называется напряжение, соответствующее нагрузке, вызывающей разрушение образца материала:
где Р разр -- нагрузка, вызывающая разрушение образца,
F -- площадь,
М -- изгибающий момент,
W -- момент сопротивления.
Химическая стойкость. Уровень сопротивляемости материала при действии агрессивных сред - вредных газов, кислот, щелочей и их растворов называется химической стойкостью материала. Деструкция материала при действии различных реактивов, влаги и газов называется коррозией. В промышленных условиях многие строительные материалы эксплуатируются под влиянием агрессивных жидкостей и газов. В Центральной Азии в основном все здания и сооружения строятся на засоленном основании, которое тоже агрессивно действует на материалы и приводит к их разрушению.
Большинство строительных материалов является нестойкими к действию кислотной, щелочной и солевой среды. Природные каменные материалы (известняк, гранит, доломит и т.п.) разрушаются под влиянием кислоты. А материалы из битумных композиций, высокопрочные керамические материалы (плиты, трубы и т.п.), полимерные материалы являются стойкими к действию агрессивных сред.
Для определения стойкости материалов используется специальная камера агрессивных сред, и образцы хранятся в этих условиях определенное время, затем результаты сравниваются с эталонными.
Технологические свойства. Способность изменения состояния материала в процессе их производства характеризуется технологическими свойствами.
К технологическим свойствам строительных материалов относятся дробимость, распиливаемость, шлифуемость, гвоздимость и т.д.
Эстетические свойства. Чувственное восприятие архитектурных форм связано с эстетическими свойствами строительных материалов, к которым относятся цвет, форма, фактура, текстура и т. п. Эти свойства имеют важное значение для зрительного восприятия фасада и общего вида здания.
Цвет - одно из свойств объектов материального мира, воспринимаемое как осознанное зрительное ощущение. Каждый материал имеет определенный цвет, который воспринимается зрением.
Белый цвет состоит из комплекса различных окрасок. Эту сущность впервые в 1666 г. Исаак Ньютон раскрыл с помощью специального прибора. Он заметил на белом экране разные спектры, которые названы спектрами Ньютона. В спектре различают 7 цветов. Они расположены в следующей последовательности: красный, оранжевый, желтый, зеленый, голубой, синий и фиолетовый.
Цвет строительных материалов делится на ахроматический и хроматический. Ахроматический цвет состоит из черного, белого и их смешения (серый). Остальные цвета спектра и их смешение с черно-белыми являются хроматическими. Человек может различать 300 ахроматических и около 10 000 хроматических цветов. Каждый хроматический цвет имеет 3 свойства: цветовой тон, светлоту и насыщенность.
Цветовой тон характеризуется длиной волны излучений в нанометрах: фиолетовый цвет - 380-430, синий - 430-470, голубой - 470-510, зеленый - 510-560, желтый - 560-590, оранжевый - 590-620, красный - 620-760. На граничных участках воспринимаются смешанные цвета - желто-оранжевый, красно-оранжевый и т.д.
Светлота - используемая в светотехнике безразмерная величина, количественно характеризующая различие между зрительными ощущениями, вызываемыми двумя смежными одноцветными поверхностями. Светлоту материала можно понимать как относительную яркость его поверхности.
Степень отличия хроматического цвета от ахроматического той же светлоты называют насыщенностью цвета. Насыщенность характеризует уровень, силу выразительности цветового тона; в человеческом сознании она связана с количеством пигмента в красках.
Фактура - видимое строение поверхности материала. По характеру поверхности материала различают две группы фактур: рельефную и гладкую.
Текстура - это природные рисунки на поверхности древесины, природных камней и т. п.
В отделочных материалах фактура и текстура определяются методом сравнения с эталоном.
Введение
Керамика (др.-греч. кЭсбмпт - глина) - изделия из неорганических, неметаллических материалов (например, глины) и их смесей с минеральными добавками, изготовляемые под воздействием высокой температуры с последующим охлаждением.
В узком смысле слово керамика обозначает глину, прошедшую обжиг. Однако современное использование этого термина расширяет его значение до включения всех неорганических неметаллических материалов. Керамические материалы могут иметь прозрачную или частично прозрачную структуру, могут происходить из стекла. Самая ранняя керамика использовалась как посуда из глины или из смесей её с другими материалами. В настоящее время керамика применяется как индустриальный материал (машиностроение, приборостроение, авиационная промышленность и др.), как строительный материал, художественный, как материал, широко используемый в медицине, науке. В XX столетии новые керамические материалы были созданы для использования в полупроводниковой индустрии и др. областях.
Сегодня керамическая плитка заняла свое достойное место не только в оформлении ванных комнат и кухонь, ее уже можно встретить в дизайне любой комнаты. Современные производители стали выпускать огромное разнообразие керамических плиток разных оттенков цветов, форм, фактур и размеров, что дает неограниченные возможности в создании неповторимого стиля.
Строители получили в свое распоряжение самые разнообразные по размерам, форме, фактуре и окраске ангобированные, глазурованные, мозаичные декоративнее плитки для облицовки стен и ролов, санитарно-технические изделия, новые виды черепицы, профильные архитектурные вставки, объемно-скульптурную художественную керамику и пр.
Методики изготовления:
1)Литьё - глиняная масса разливается по формочкам и обжигается. Это самый древний способ изготовления плитки, но теперь он не используется: края плитки получаются неровными, а плитки - неодинаковыми. Этот метод иногда используется на отдельных мелких фабриках, но такое производство получается дорогим.
2)Резка - распиливание природного камня (травертина или песчаника) на плитки. Ещё более дорогой метод производства, обладающий, к тому же, малым выходом плиток.
3)Экструдирование - вытягивание и резка глиняной массы с помощью специального станка.
4)Прессование - в настоящий момент это самый распространённый и технологичный метод изготовления керамической плитки. Готовые изделия получаются максимально прочными, а также обладают высокими эстетическими качествами. Существуют две основные технологии прессования керамических покрытий: бикоттура и монокоттура.
В современной керамической технологии используются следующие способы декорирования различных оп назначению, форме и размерам изделий: а) глазурование, б) ангобирование, в) раскрашивание керамическими красками, г) нанесение на поверхность предварительно выполненных декоративных изображений, д) окрашивание естественными минеральными красителями, е) двухслойное формование, ж) офактуривание поверхности.
Несмотря на свой почтенный возраст, керамика не теряет привлекательность и сегодня. Облицовка керамической плиткой продолжает оставаться одним из самых удобных и практичных способов оформления помещений. Наряду с привычной для нас отделкой ванной или кухни, все более популярной становится тенденция использования керамической плитки в интерьере жилых помещений - спален и гостиных, - оформление керамикой и керамогранитом зданий общественного назначения.
1. Номенклатура изделий
Керамическая плитка - изготовленное из керамической массы плоское, как правило, тонкостенное глазурованное или неглазурованное изделие, применяемое для наружной или внутренней облицовки стен и стеновых панелей, а также для настилки полов.
Керамические облицовочные глазурованные плитки предназначены для облицовки внутренних поверхностей стен и перегородок лечебных и торговых помещений, столовых и кухонь, санитарных узлов, бытовых помещений и т.д.
Для изготовления облицовочных плиток применяют беложгущиеся глины и каолин, кварцевый песок, полевой шпат, пегматит, мрамор и некоторые другие компоненты. Производство этих изделий осуществляется по способу полусухого прессования масс, подготовленных шликерным способом. технологический процесс складывается из следующих операций: подготовки сырых материалов, приготовления и обезвоживания шликера, приготовления пресс-порошка, прессования плиток, их сушки, глазурования и обжига.
Всю плитку можно разделить на несколько групп:
· керамический гранит (керамогранит);
· терракота;
· двухобжиговая плитка;
· однообжиговая плитка.
Плитки классифицируют по характеру поверхности - на плоские, рельефно-орнаментированные, фактурные; по виду глазурного покрытия - прозрачные или глухие, блестящие или матовое, одноцветные или декорированные многоцветными рисунками; по форме - на квадратные, прямоугольные и фасонные; по характеру кромок - с прямыми и закругленными с одной или с нескольких смежных сторон (с завалом).
В настоящее время существует несколько основных способов производства керамической плитки:
прессование и затем двойной обжиг (бикоттура);
прессование и одинарный обжиг (монокоттура);
монопроза;
экструзионная технология (котто и клинкер).
Прессование и затем двойной обжиг (Бикоттура (Bicottura)) - производится эмалированная керамическая плитка, предназначенная для облицовки стен внутри помещений. Эмаль придаёт керамической плитке блеск и позволяет отобразить рисунок любого дизайна, а также защищает керамическое тело плитки от проникновения влаги. Весь цикл производства этого типа керамических плиток происходит за два процесса обжига: первый - для создания основы, и второй - для закрепления эмали. Тело керамической плитки («печенье») получается таким путём: сначала, в специальных формах прессуется увлажнённая масса из красной глины, затем, она обжигается при температуре до 1040 °С.
Клинкерная плитка. Клинкерную плитку иногда называют просто клинкером, хотя настоящий клинкер - это облицовочный кирпич, очень прочный, не впитывающий влагу огнеупорный кирпич из обожженной по особому способу глины. Клинкер относится к группе каменно-керамических материалов, изготовляется из высокопластичных глин. Поскольку фасадная плитка выполняет те же функции, что и облицовочный кирпич - наружная отделка зданий, а также часто изготавливается в форме кирпичей (для имитации кирпичной кладки), то такое смешение названий допустимо.
Другое название - клинкер строительный, клинкерные изделия. В целом клинкерные изделия - это обожженные до полного спекания изделия из глины, обычно имеющие форму кирпича. Название «клинкер» происходит от голландского «klink», что означает «чистый звон», поскольку именно такой звук должен издаваться при постукивании настоящих клинкерных плит друг о друга, что позволяет отличить подлинную керамическую плитку от плиток из других материалов. Клинкером также называют полуфабрикат при производстве цемента, представляющий собой спечённую смесь известняка и глины (или шлака).
Клинкер относят к элитному, высококачественному отделочному материалу. Это признание он получил за высокие показатели прочности и долговечности. Клинкерная плитка имеет низкую пористость, высокую механическую прочность и стойкость к истиранию и химическим агентам, что делает ее особо пригодной для устройства внутренних и наружных полов, лестниц, для облицовки наружных стен зданий (цоколей и фасадов), а также для облицовки плавательных бассейнов. Клинкерная плитка - огнестойкий материал, поэтому часто используется при отделке каминов, печей. Также применяется для мощения дорог, облицовки гидротехнических сооружений, футеровки резервуаров в химических производствах.
Клинкер изготавливается из неоднородных видов глины с добавлением окисей-красителей, флюсов и шамота. Клинкерная плитка бывает прессованной или экструдированной.
Классификация:
В соответствии с ГОСТ 6141-91 плитки различают по следующим признакам.
По форме плитки подразделяют на квадратные, прямоугольные и фигурные.
Боковые грани плиток могут быть без завала или с завалом.
Величина радиуса завала не является браковочным признаком.
Также изделия тонкой строительной керамики могут быть фаянсовые, фарфоровые и полуфарфоровые. Они отличаются друг от друга степенью спекания черепка, прочностью, водопоглощением.
Лицевая поверхность плиток и фасонных деталей может быть гладкой или рельефной, одноцветной или многоцветной (декорированной различными методами).
Декорирование плиток может осуществляться методом сериографии, набрызгивания, нанесения глазурей с различным поверхностным натяжением и др.
Глазурь может быть блестящей или матовой, прозрачной или заглушенной.
Условное обозначение плиток в технической документации при заказе должно состоять из указания их типа, цвета и обозначения настоящего стандарта.
Пример условного обозначения:
белых квадратных плиток без завала, типа 2:
Тип 2 белые ГОСТ 6141-91
цветных прямоугольных плиток с завалом четырех граней, типа 33:
Тип 33 цветные ГОСТ 6141-91
цветных фасонных угловых деталей, типа 38:
Тип 38 цветные ГОСТ 6141-91
белых фигурных плиток, типа 50:
Тип 50 белые ГОСТ 6141-91
2. Технологическая часть
2.1 Сырье и полуфабрикаты
В качестве сырья для производства керамической плитки используются смеси различных материалов, в частности:
1. глины и каолин, которые обеспечивают пластичность влажной массы, необходимую для формовки заготовок плитки, обеспечения достаточной прочности полуфабриката в высушенном состоянии. Но с увеличением их содержания в массе увеличивается воздушная и общая усадка, следовательно, увеличивается количество брака в производстве.
2. кварцевый песок, который образует «скелет» керамического изделия, то есть выполняет структурную функцию, необходимую для того, чтобы ограничить и контролировать изменение размеров изделия, неизбежное при сушке и обжиге;
3. карбонатные материалы, в зависимости от характера действия разделяющиеся на плавни (полевые шпаты-алюмосиликаты натрия, калия, кальция; пегматит; доломит и др.) и отощающие (шамот, кварцевый песок, и т.д.), благодаря которым при обжиге достигается нужная вязкость, которая обеспечивает стекловидную и плотную структуру готового изделия.
Кроме основных сырьевых материалов, в производстве используются добавочные, вводимые в массу в качестве электролитов - растворимое стекло, каустическая сода, ПАВ органического происхождения (Сульфитно-спиртовая барда и др.); отбеливающие материалы - сернокислый кобальт и др.
Глазурь представляет собой смесь различных минералов и соединений (фритты, каолин, песок, различные окислы, красящие пигменты), которая наносятся на поверхность изделия и расплавляется. По температуре спекания глазурь подразделяют на тугоплавкие (1100-1350 °С) и легкоплавкие (900-1100°С). Плавкость глазури зависит от входящих в ее состав материалов.
Тугоплавкие глазури наносятся на изделие в сыром виде, т.е. без предварительного сплавления. В их состав входят: кварц, каолин, глина, природные карбонаты двухвалентных металлов (доломит, мрамор, и др.)
Легкоплавкие глазури предварительно сплавляют. Материалы для сплавления таких глазурей: кварц, полевой шпат, бура или борная кислота, карбонат стронция, магнезит, доломит, и др.
При последующем охлаждении расплавленная масса затвердевает, образуя стекло, которое придает верхнему слою плитки особые свойства.
При шликерной подготовке массы глинистые компоненты распускают в воде до коллоидного состояния, отощающие и плавни диспергируют до частиц менее 0,06 мм. Рафинирование компонентов, их смешение и гомогенизация шликерной массы происходят в водной суспензии, что создает необходимые условия для последующих технологических процессов -- формования, сушки и обжига.
Измельчение и грубый помол глинистых проводят в дробильно-размольных машинах первичного дробления (вальцах различных конструкций, дезинтеграторах, стругачах, бегунах); тонкий помол и смешение компонентов -- в шаровых мельницах. Продолжительность помола глинистых и отощающих различна, поэтому сначала загружают более твердые отощающие с небольшим количеством глинистых (до 7%), которые для предупреждения расслоения суспензии измельчают в течение 3--5 ч. Затем вводят остальное количество глинистых и продолжают измельчение еще 2--3 ч.
Для более эффективного измельчения компонентов шихты рекомендуют использовать сильнодействующие поверхностно-активные вещества (ПАВ), улучшающие ее реологические характеристики. Это могут быть эфиры моно-, ди- или триалкилфосфата. Их добавляют после подачи достаточного количества воды в ходе мокрого измельчения.
Совершенствование технологии керамической плитки с целью повышения ее качества проводится на всех стадиях процесса ее производства -- выбора и расчета керамических масс, переработки сырья, подготовки шликера и его обезвоживания при получении порошка, прессовании, сушке, обжиге и декорировании изделий.
Для улучшения структуры черепка в состав для получения керамических плиток рекомендуют дополнительно вводить отходы фарфорового производства.
Предлагают в качестве отощающих компонентов использовать шамотную пыль, поскольку свойства керамической плитки с добавлением шамотной пыли соответствуют регламентированным показателям. Качественную облицовочную плитку предлагается получать и с использованием отходов гравитационного обогащения угля. Здесь особенностью технологии является предварительный обжиг породы для выжигания углерода и активации глинистой составляющей. Себестоимость такой плитки на 40% ниже обычной. Облицовочная глазурованная плитка в этом случае имеет следующие характеристики: водопоглощение 12--17%, прочность на изгиб 12--14 МПа, средняя плотность 1,9 г/см 3 .
Для изготовления облицовочной плитки используют и твердые остатки шахтных вод; в этом случае плитки могут содержать оксид железа в количестве 7--20%.
|
Наименование сырья |
Ед.измер. |
|||||
|
Глина Веселовская |
||||||
|
Песок кварцевый |
||||||
|
Полевой шпат |
||||||
|
Жидкое стекло |
||||||
|
Глазурь-фитта |
||||||
|
Пигменты - красители |
||||||
2.2 Выбор способа производства
На заводах строительной керамики изделия производят в основном, тремя способами: полусухим прессованием из порошков влажностью 5--7% (основной способ), литьем из шликера (глинистая суспензия в воде) влажностью 30--33% и пластическим формованием из масс влажностью 14--20%.
Изделия строительной керамики в общем случае получают в процессе технологической обработки глинистого сырья с минеральными добавками, формования изделий, сушки и обжига (термообработки) их до спекания различной степени в зависимости от назначения изделия и качества глинистого сырья.
Поточно-конвейерные линии (ПКЛ) керамоплиточного производства включают комплекс оборудования, каждый агрегат которого является самостоятельным узлом в единой технологии: прессы полусухого прессования, распределительно-разгрузочные устройства прессованных полуфабрикатов перед сушкой и обжигом, щелевую сушилку, глазуровочные и декорирующие устройства, печи скоростного обжига, установки для сортировки и упаковки изделий.
Сырьем для керамических плиток служат основные компоненты (глины, каолины), отощающие компоненты для снижения усадки (кварцевые пески, природные и полученные при обогащении каолинов), плавни для понижения температуры спекания (природные -- полевые шпаты, нефелины, перлиты и искусственные -- стекло и шлаки) и добавки (разжижители, ПАВ, механоактивирующие и др.).
Керамические плитки для внутренней облицовки стен получают в основном из красных легкоплавких, реже светлых тугоплавких глин полусухим прессованием пресс-порошков влажностью 6--7%, используя чаще всего шликерную
2.3 Технологическая схема производства керамических плиток
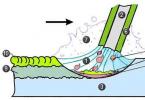
На рисунке 1 показан алгоритм производства плиток, получаемых с помощью прессования в формах и дальнейшего обжига. На самом деле каждый из этапов производства для каждого вида плиток имеет свои особенности, которые и определяют в дальнейшем характеристики получаемого материала.
Рисунок 1. Алгоритм производства плиток, получаемых с помощью прессования в формах и дальнейшего обжига
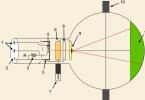
Получение определенных типов керамических плиток в первую очередь зависит от технологии производства. На рисунке 2 представлены основные этапы различных технологических циклов и перечислены основные типы керамических плиток, которые они позволяют получать.
Рисунок 2. Технологические циклы производства различных типов керамической плитки
2.4 Описание технологической схемы
Выбор сырья
В качестве сырья для основания плитки используют кварцевый песок, глину, фелдшпатовые и карбонатные материалы. Основу керамической глазури составляют фритты - сплавы солей со стеклом. Глазурь, состоящая только из фритт, имеет глянцевую поверхность и применяется при двукратном обжиге. Для создания матовых глазурей во фритты могут добавлять кварц, окислы металлов, каолин, красящие пигменты.
Приготовление смеси
Имеется две технологии приготовления смеси: мокрая и сухая.
При мокрой технологии сырьевые ингредиенты подвергаются измельчению и смешиванию в барабанных дробилках в присутствии воды. Дробилки представляют собой огромные барабаны, вращающиеся вокруг оси: измельчающие детали (камни или шарики из спеченной смеси окиси алюминия), ударяя друг по другу, производят раздавливание сырьевых ингредиентов. В результате измельчения получается водная суспензия сырья (шликер).
При необходимости прессования смеси, вода удаляется процессом атомизации (противоточное распыление шликера нагретым воздухом с немедленным испарением воды). В результате этого процесса получается смесь в виде порошка, который содержит 5-6% влаги, необходимой для качественной прессовки изделия.
При необходимости экструдирования смеси остаточная влажность смеси должна быть выше указанного значения: при этом возможно удаление воды из шликера при помощи фильтра-пресса.
При сухой технологии сырьевые ингредиенты подвергаются измельчению в молотковых дробилках, а затем увлажнению в специальных машинах.
Измельчение сырья необходимо для гомогенизации смеси и крайнего сокращения размера ее частиц, что облегчает следующий процесс обжига керамического изделия.
Технология мокрого измельчения дороже (необходимо много энергии для удаления воды), но дает намного лучшие результаты.
Керамическая плитка однократного обжига, высокой пористости и из фарфоровой керамики (грес) изготовляется из смесей, полученных мокрым измельчением, а керамическая плитка типа - из смесей, приготовленных сухим способом. Клинкерную керамическую плитку и керамическую плитку двукратного обжига можно изготовлять обоими способами.
Приготовление смеси заключается в нескольких операциях, которые обеспечивают получение однородного материала, нужную зернистость и содержание воды, необходимое для последующей формовки. На этом этапе производства получают: порошок с содержанием воды 4-7% для формовки прессованием или массу с содержанием воды 15-20% для экструдированной плитки. В любом случае основных операций на данном этапе три - измельчение, смешивание - гомогенизация, увлажнение.
При подготовке порошка для прессования могут использоваться две технологии: сухое измельчение сырья с последующим доведением уровня влажности до нужных значений с помощью увлажнителей и влажная технология , когда сырье измельчается в воде с последующей сушкой шликера методом распыления. Выбор той или иной технологии зависит от типа массы и от характеристик самого изделия.
Формовка
Все современные способы формовки керамической плитки, согласно норм ISO, разделяют на три группы. Группа А - метод экструзии (производство плиток котто, клинкер). Группа В-метод прессования (керамогранит, монокоттура, бикоттура). В группу С вошли все прочие способы (ручная формовка, литье стеклянной мозаики).
Наибольшее распространение получил метод прессования. При прессовании порошкообразную смесь загружают в пресс-формы гидравлического пресса, где она под высоким давлением (до 500 кг/смІ) уплотняется и приобретает определенную прочность. На этом этапе плитка может подвергаться дополнительной обработке. Так для получения преполированного керамогранита поверхность плитки шлифуется мягкими щетками еще до обжига. С помощью пресс-форм задаются не только геометрические формы и размеры керамической плитки, но и фактура ее поверхности.
Прессовка или экструзия - это два метода формовки, применяемых в производстве керамических плиток. Прессованные керамические плитки изготавливаются из порошкообразной смеси, уплотняющейся и формующейся под высоким давлением при помощи гидравлического пресса посредством пресс-форм.
Экструдированные керамические плитки изготавливаются из тестообразной массы исходных материалов и формуются при прохождении через специальное отверстие экструдера при помощи матрицы-мундштука, обеспечивающей керамической плитке толщину и ширину. Далее происходит нарезка изделия по длине специальными ножами (тонкой проволокой).
Большая часть керамической плитки производится методом прессования. При прессовании порошкообразная масса с содержанием влаги 4-7% сдавливается в двух направлениях, обычно под давлением порядка 200-400 кг/смІ. Под давлением происходит перемещение и частичная деформация гранул, благодаря чему даже необожженная плитка обладает соответствующей плотностью и прочностью. Другие виды изделий (обожженные изделия, клинкер) получаются преимущественно методом экструдирования, при этом исходная масса содержит влагу от 15 до 20% в зависимости от типа изделия. Полоса, выходящая из экструдера, режется затем на соответствующие размеры.
Сушка
В процессе сушки из изделия удаляется влага, которая была необходима для формовки. Ее содержание уменьшается до 0,2%. Процесс осуществляется в сушильных установках с сушкой горячим воздухом. Перед тем как попасть в печь керамическая плитка проходит через сушильную камеру, куда подается горячий воздух и где керамическая плитка теряет остаток влаги.
Сушка выполняет важную роль, так как на этом этапе из изделия удаляется вода, которая необходима для формовки. Условия сушки имеют крайне важное значение для обеспечения целостности изделия, поэтому процесс тщательно контролируется во избежание образования деформаций, растрескиваний и прочих дефектов. В производстве керамической плитки на сегодняшний день наиболее распространенными являются сушильные установки с сушкой горячим воздухом. Такая установка обеспечивает выход влаги на поверхность изделия ее дальнейшее испарение и удаление. Быстродействие установки (процесс сушки длится несколько десятков минут) обеспечивается хорошим теплообменом, эффективной вентиляцией и относительно высокой температурой воздуха, при которой производится осушение.
Нанесение глазури
На сегодняшний день существует несколько десятков способов нанесения глазурей на поверхность керамической плитки. Глазурь может наноситься в виде гранул, пастообразной массы или распыленной суспензии. Момент нанесения может происходить по разному: до обжига, после обжига и даже во время обжига. Для придания плитке более эстетичного вида процесс глазурирования может применяться совместно с нанесением различных изображений. Один из самых распространенных способов нанесения орнаментов называется шелкографией, когда через специальную сетку с различными по своей величине и частоте отверстиями с помощью красок наносят рисунки. Чем сложнее рисунок, тем больше сеток применяется.
Глазурь представляет собой смесь различных минералов и соединений, которые наносятся на поверхность керамической плитки и расплавляются. При последующем охлаждении расплавленная масса затвердевает, образуя стекло, которое придает верхнему слою плитки особые свойства. Приготовление глазури заключается в дозировании различных материалов и их измельчении в воде. При этом получается взвесь с содержанием воды 40-50% готовая к применению. Глазурь может наноситься или на обожженную поверхность (при двойном обжиге) или на высушенную поверхность как при одинарном обжиге. Для нанесения глазури применяются различные виды оборудования (конусные или фильерные автоматы, ковшовые или трубчатые дозаторы, дисковые распылители, аэрографы). Они включаются в состав полностью автоматизированных линий, куда также входят машины для нанесения орнамента (автоматы шелкографии). Некоторые виды орнамента могут наноситься после обжига глазури; в этом случае требуется дальнейшая термообработка (третий обжиг).
Обжиг
Затем происходит обжиг плитки, который может длиться от 40 до 120 минут. Печь для обжига - закрытый конвейер длиной от 50 до 80 метров. Посредством подачи газа по трубам на каждые 20 см печи в каждой точке поддерживается определенная температура. Таким образом, в процессе движения по печи изделие обжигается при температуре от 200 до 1200°С.
Наиболее важный элемент процесса обжига плитки - разработка и соблюдение температурной кривой. Именно правильное построение температурной кривой отражается на важнейших технических показателях плитки в дальнейшем. Как только меняется партия сырья, температурная кривая должна быть разработана заново. Поэтому очень важно для производителя плитки постоянный поставщик сырья. И, следовательно, только те производители, кто имеет давний опыт производства, способны обеспечить стабильное качество. Для каждого типа плитки разрабатывается индивидуальный температурный режим. Отличается и максимальная температура обжига для разных материалов. У плитки двойного обжига - около 950°С, у однократного обжига - до 1180°С, у керамогранита - до 1300°С. В процессе обжига при высоких температурах плитка теряет влагу и уменьшается в размерах (ужимается). Величина усадки растет с температурой обжига и может варьироваться от 0% (у плитки двукратного обжига) до 8% (у керамогранита). Т.е. для получения керамического гранита размером 300*300 размер пресс-формы должен быть 324*324.
Однократный обжиг (monocottura), когда глазурь и основание обжигаются вместе - используется, как правило, для производства напольной глазурованной плитки. Высокая температура обжига позволяет получить хорошо спеченный прочный бисквит, и обеспечивает значительную устойчивость глазури к истиранию. При данном способе производства невозможно получить изделия ярких, насыщенных цветов, поскольку при высоких температурах красящие пигменты выгорают и тускнеют. Замечено, что менее яркие глазурованные плитки более устойчивы к истиранию поверхности.
Особенности одинарного обжига, калибр
Монокоттура, а также отдельный её вид Монопороза - это эмалированная керамическая плитка, предназначенная как для облицовки стен, так и для укладки на пол. Она имеет более плотную по сравнению с бикоттурой основу, изготавливаемую из белой глины, и поэтому некоторые её виды являются морозостойкими.
Весь процесс изготовления монокоттуры происходит за один цикл обжига. Подготовленная смесь, состоящая из различных светлых сортов глины с добавлением других натуральных компонентов, увлажняется и перемешивается в специальных барабанах. Затем подсушивается в огромных вертикальных силосах и подаётся необходимыми порциями на транспортную ленту с последующим помещением в пресс-форму. Там, с помощью дозатора, происходит равномерное распределение нужного количества смеси по всей форме штампа. Современные прессы, используемые на фабрике, позволяют прессовать каждую плитку с нагрузкой до 500 кг/смІ, равномерно распределяя усилие по все поверхности.
На этом этапе очень важно отметить, что размер плиток, выходящих из-под пресса, больше номинального размера примерно на 7-10%, (это примерно соответствует содержанию влаги в замесе после пресса) то есть плитка, имеющая размер по каталогу 30х30, имеет пока ещё размер приблизительно 32х32. Далее, в процессе сушки и окончательного высокотемпературного обжига плитка как бы сужается, пропорционально уменьшаясь в линейных размерах. Необходимо понимать, что именно это как раз и объясняет наличие калибров, присваиваемых плитке - по сути, обозначение её фактического размера. Вызвано это тем, что невозможно с точностью до миллиметра предусматривать это уменьшение в процессе обжига, оно зависит от множества факторов. Поэтому в дальнейшем, на заключительном этапе, плитка сортируется согласно фактическому размеру (калибру), который в свою очередь имеет небольшие допуски, согласно нормам ISO. керамическая плитка оборудование сырье
После выхода из-под пресса, плитки направляются в специальную камеру окончательной подсушки, и далее на участок, где на ещё не обожженную плитку наносится эмаль, которая после обжига защищает тело плитки и придаёт задуманный дизайнером внешний вид.
После нанесения эмали плитка подаётся в печи длинною до 100 м. Постепенно нагреваясь там до температуры до 1200°С, и затем плавно остывая, плитка проходит тот самый одинарный обжиг, в результате которого основа приобретает исключительную твёрдость и на ней закрепляется эмаль, образуя прочное единое целое. Весь процесс обжига строго контролируется с помощью компьютеров на каждой фазе нахождения в печи. После выхода из печи плитка приходит на участок дефектоскопического контроля и калибровки, и затем визуального контроля тональности. Далее сортируется по партиям, упаковывается, маркируется и попадает на склад готовой продукции.
Испытания на участке дефектоскопии заключаются в том, что каждая плитка попадает на так называемые рельсы, расположенные по краям плитки и по центру прокатывается ролик, воздействующий на плитку с определённой нагрузкой. Если плитка имеет дефект, то она не выдерживает нагрузки и ломается, автоматически не попадая на дальнейшие испытания. Дефекты эмалевой поверхности проверяются визуально, одновременно с определением тональности плитки.
Свойства монокоттуры, следующие из технологии её производства
Основные отличия монокоттуры от бикоттуры заключаются в следующем:
? более толстая и прочная основа плитки, сделанная исключительно из светлой глины;
? большая плотность в результате использования более мощного пресса, и большей температуры обжига, и как следствие, наличие морозостойких серий (водопоглощение < 3%);
? более прочная износостойкая эмаль, чаще всего матовая.
Область применения, форматы
Плитка одинарного обжига выпускается в форматах 15.25х15.25, 16.5х16.5, 20х20 30.5х30.5 33.3х33.3 15.25х30.5 16,5х33,3. Для большинства серий производятся плинтуса и ступени соответствующих размеров.
Во многих случаях плитка монокоттура предлагается как напольная для большинства серий бикоттуры, таким образом, дополняя их. Также может предлагаться самостоятельными сериями с настенными декорами и быть рекомендованной к использованию на стены и на пол.
Существует также особый подтип монокоттуры, производимый форматом 10х10. Плитки этого формата предназначены, как правило, для облицовки «фартука» на кухне. Они имеют уменьшенную толщину (примерно 6 мм) и большое количество различных декоров. Поскольку эта плитка используется в основном в интерьере, она не обладает всем преимуществом монокоттуры, но, тем не менее, он прочнее, чем бикоттура, и может быть использована как напольное покрытие в частных интерьерах.
Монопороза, отличие сырья, свойства и область применения
Отдельный вид плитки одинарного обжига - это монопороза. Этот тип плитки производится по технологии прессования и последующего одновременного обжига тела плитки и нанесённой глазури. В этом она полностью схожа с монокоттурой. Но благодаря использованию несколько иных компонентов при приготовлении замеса, физические свойства, и, соответственно, область применения данной плитки, существенно отличаются, и являются более близкими плиткам бикоттуры.
При производстве традиционных высокоплотных плиток одинарного обжига (монокоттуры и керамического гранита) используются глины с высоким содержанием окиси железа, а для ускорения процесса спечения и предания прочности - используются флюсы на основе полевого шпата. При производстве монопорозы используется принципиально другая глина - с высоким содержанием карбонатов. При обжиге, в результате химических процессов, образуется достаточно пористая белая масса, с высоким водопоглощением (до 15%). Прочность такой плитки заметно меньше чем прочность обычной монокоттуры, поэтому основа имеет толщину 12 мм. Естественно, что применятся такая плитка может только внутри помещений.
Данная технология позволяет выпекать плиты больших форматов практически идеальных размеров, которые, после дополнительной механической обработки граней, можно укладывать с минимальными швами. При производстве бикоттуры, где сама основа производится из красных глин, светлая эмаль должна быть достаточно толстой, чтобы не потерять цвет. У монопорозы же белая основа позволяет наносить тонкий слой светлой эмали, реализуя дорогостоящие графические и хроматические эффекты. Декоры изготавливаются как традиционным способом - нанесением рисунка на плитку, так и с помощью резки водой под большим давлением на специальном оборудовании: таким способом можно получить очень красивый сборный декор, используя, в том числе, и кусочки натурального камня.
Белая пористая основа и тонкий слой эмали требуют особых правил работы с плитками монопорозы: для укладки необходимо использовать клеящий состав белого цвета, затирать швы необходимо очень аккуратно, стараясь не повредить эмаль. Поверхность для укладки плиток большого формата должна быть идеально ровной.
Бикоттура
Двойной обжиг (bicottura) используется для производства настенной глазурованной плитки.
Весь цикл производства этого типа плиток происходит за два процесса обжига: первого - для создания основы, и второго - для закрепления эмали.
Тело плитки, так называемая основой или «печенье», получается путём прессования увлажнённой массы из красной или белой глины в специальных формах с последующим обжигом при температуре до 1040°С. Эта плитка считается достаточно пористой, с показателем водопоглощения до 10%. Толщина основы, как правило, составляет 5-7 мм, она уступает по прочности всем другим видам плитки. Вышеназванные свойства обуславливают её исключительно интерьерное применение для облицовки стен.
Создание «печенья» - это отдельный производственный цикл, по окончании которого плитки проходят контроль планиметрии и размеров. В случае несоответствия плитки заданным параметрам они снимаются с конвейера и идут на переработку. Ко второй фазе обжига - для закрепления эмали, допускаются только предварительно отобранные качественные плитки.
Эмаль, покрывающая плитки двойного обжига, бывает глянцевой или матовой. Она не обладает высокой поверхностной прочностью, поскольку не предполагается, что эта плитка, используемая для облицовки стен, будет подвергаться механическим и абразивным нагрузкам.
Исключение составляют некоторые серии, которые рекомендованы производителем и как напольные. Естественно, укладывать на пол их можно только в ванных комнатах частных квартир и ни в коем случае не в общественных местах. Вместе с тем эмаль бикоттуры достаточно стойка к воздействию бытовых моющих средств, используемых для чистки керамики, а также к косметическим и гигиеническим средствам, которые могут контактировать с поверхностью плитки в ванных комнатах.
Нанесение эмали
Эмаль, окрашенная в различные цвета, наносится различными способами. Основной из них, т.н. валковый - с помощью машины RottoColor - большого круглого барабана, покрытого специальным материалом. Барабан, прокатываясь, наносит жидкую эмаль, и поскольку длина его окружности намного превышает длину плитки, то за один оборот обрабатывается 3-4 плитки, при этом нередко используется также и осевое смещение этого барабана. Всё это нужно для того, чтобы сделать большее число плиток с неповторяющимся рисунком, при этом сохраняя выбранный дизайн и цвет данной серии.
Поскольку процесс нанесения эмали никак не влияет на геометрию плитки, эти параметры после окончания производства уже не контролируются, а проверяются только на наличие дефектов поверхности.
Cвойства бикоттуры и область применения, форматы
Основные форматы, (в сантиметрах), принятые для производства в настоящее время: 20х20 20х25, 25х25, 25х33.3, 25х45, 12.5х45.
Бикоттура обычно изготавливается коллекциями, состоящими из нескольких цветов, которые комбинируются между собой, и с большим количеством декоров.
...Подобные документы
Технология изготовления и сферы использования керамической плитки, оценка ее ассортимента на современном рынке. Характеристика сырьевых и исходных материалов. Описание технологической схемы производства. Контроль процесса и качества готовой продукции.
дипломная работа , добавлен 13.10.2014
Общие сведения о строительных материалах, их основные свойства и классификация. Классификация и основные виды природных каменных материалов. Минеральные вяжущие вещества. Стекло и стеклянные изделия. Технологическая схема производства керамической плитки.
реферат , добавлен 07.09.2011
Свойства и характеристики керамической плитки. Технические характеристики и нормы для кафеля. Основные группы керамической плитки. Способы и технология укладки плитки. Форма и модели черепицы. Классификация кирпичей, их основные свойства, виды кладки.
курсовая работа , добавлен 23.03.2011
Свойства керамической плитки: механические, термогигрометрические, химические характеристики основы и поверхности. Факторы, определяющие безопасность плитки, ее типы и технологическая схема получения. Изделия керамические для внутренней облицовки.
курсовая работа , добавлен 20.01.2013
Общие сведения о керамической плитке и область ее применения. Технологический процесс облицовки поверхностей. Инструменты и механизмы, применяемые для выполнения плиточных работ. Укладка напольной плитки. Клеевые смеси, мастики для напольной плитки.
отчет по практике , добавлен 18.09.2013
Виды и отличительные характеристики напольной плитки, способ их производства, внешний вид, размеры. Выбор напольной плитки для домашнего ремонта, последовательность работ при ее укладке. Преимущества керамической плитки для покрытия пола в жилых комнатах.
реферат , добавлен 24.12.2014
Конъюнктура рынка и классификация ассортимента керамической плитки в России. Характеристика основных потребительских свойств. Сравнительная характеристика ассортимента и потребительских свойств керамической плитки, реализуемой в магазине "Мастеровой".
курсовая работа , добавлен 13.12.2011
Первые образцы керамической плитки, найденные в Междуречье Тигра и Евфрата. Покрытый глазурью кирпич как предшественник керамической плитки. Обзор методик изготовления кафеля. Сырьевые материалы, применяемые в керамическом производстве, их свойства.
презентация , добавлен 10.04.2014
Понятие и назначение керамической плитки, области и сферы ее применения на сегодня, разновидности и особенности технологии изготовления. Сырье, используемое для производства цветных квадратных плиток для внутренней облицовки, требования к нему, контроль.
курсовая работа , добавлен 20.11.2010
Технология производства керамической черепицы, которое состоит из таких основных операций: добыча, транспортирование хранение сырьевых материалов, приготовление керамической массы, формование изделий, сушка и обжиг сырца. Способ полусухого прессования.
Сырьё для изготовления керамической плитки представляет собой смесь нескольких компонентов:
- Глина и схожие материалы, которые придают общей массе пластичность для формирования заготовок;
- Кварцевый песок либо схожее сырьё - формирует своего рода структурный скелет смеси, упрощающий процесс формовки, сушки и обжига;
- Материалы с содержанием карбонатов и алюмосиликатов кальция и натрия. С их помощью достигается необходимая вязкость, а готовое изделие получает плотную стекловидную структуру.
Процесс производства
1. Добыча сырья - первый этап, берущий начало в карьерах, где на поверхность извлекаются компоненты со строго определённым химическим составом. От состава зависит поведение сырья во время прессовки и обжига, а также свойства готовых изделий. Из мест добычи глину отправляют на фабрики, где сортируют её по контейнерам.
2. Приготовление смеси - глинистые материалы, составляющие основу керамической плитки , смешиваются с остальными компонентами в определённой пропорции. Затем они подвергаются предварительному перемалыванию до нужных размеров, измельчаются, смешиваются и увлажняются. Для создания керамической массы разработано несколько способов, каждый из которых применяется для различных типов сырья и вида будущей продукции:
- Полусухой - глина проходит дробилку и сушилку, затем измельчается и уходит на формовку;
- Пластический - после дробилки глинистый материал смешивается с добавками в глиномесителе, в итоге получается пластичная однородная масса, которая в дальнейшем подвергается тепловой обработке;
- Мокрый - первичные компоненты измельчаются и смешиваются с большим объёмом воды (не более 60%), получившаяся однородная масса направляется в резервуары.
В итоге смесь подготавливается к формовке тела плитки (или «бисквита», названного так из-за внешнего сходства с одноименным изделием из теста).
3. Формовка , которая осуществляется методами прессования либо экструзии.
- Прессование подразумевает сдавливание порошкообразной массы под большим давлением. Мелкие частицы смеси перемещаются и частично деформируются, за счёт чего значительно повышается твёрдость и прочность плитки;
- Для формовки керамической плитки экструзионным методом предназначена специальная установка - экструдер. Масса продавливается через отверстие, задающее форму профиля плитки. В отличие от прессования, экструзия позволяет производить плитку любых конфигураций, так как в «жидкой фазе» смесь выдавливается из форм и обрезается. Изделия, полученные таким методом, могут быть толще прессованных, быть вогнутыми или выпуклыми. Именно так изготавливаются угловые клинкерные элементы.
 4. Сушка
- неотъемлемая часть производственного процесса. Её цель - полностью удалить влагу из изделия. За процессом установлен строгий контроль, чтобы не допустить деформации изделий во время высушивания. Для этого предназначены специальные установки, обрабатывающие поверхность керамики горячим сухим воздухом. Во время сушки плитка «усаживается», то есть немного уменьшается в размерах. Величину «усадки» точно рассчитать невозможно, поэтому готовые изделия могут незначительно отличаться друг от друга по габаритам, даже внутри одной партии.
4. Сушка
- неотъемлемая часть производственного процесса. Её цель - полностью удалить влагу из изделия. За процессом установлен строгий контроль, чтобы не допустить деформации изделий во время высушивания. Для этого предназначены специальные установки, обрабатывающие поверхность керамики горячим сухим воздухом. Во время сушки плитка «усаживается», то есть немного уменьшается в размерах. Величину «усадки» точно рассчитать невозможно, поэтому готовые изделия могут незначительно отличаться друг от друга по габаритам, даже внутри одной партии.
5. Нанесение эмали или глазури - это декоративное защитное покрытие, прозрачное, бесцветное либо окрашенное. Своим цветом эмаль обязана добавкам различных солей и оксидов. Так, синий цвет дают соли кобальта, зелёный - соли хрома, красный - соли железа. Глазурованная плитка состоит из двух слоёв: основание (нижний) и, собственно, глазурь (верхний). Этот слой обеспечивает дополнительную защиту основания от внешних воздействий, так как обладает повышенной твёрдостью, жаропрочностью и влагонепроницаемостью.
Существуют десятки методов нанесения глазури на плитку - в виде гранул, методом распыления и накатывания пастообразной смеси. Процесс осуществляется при помощи барабанов, до, после или во время обжига. Одновременно с этим могут наноситься различные изображения. Существуют технологии, при которых каждый отдельный элемент плитки обладает своим неповторимым рисунком, при этом сохраняя общую стилистику серии.

6. Обжиг - только после него плитка становится пригодной для использования. Печь для обжига - это туннель, в котором изделия двигаются на транспортёрах. Температура обжига составляет от 900 до 1300 градусов в зависимости от материала и технологии изготовления. После обработки плитка охлаждается и превращается в камневидную массу высокой прочности.
7. Сортировка - во время этого процесса отбраковываются повреждённые элементы, разделяются и группируются плитки различных сортов. Современные линии по производству оснащены специальными устройствами, которые проверяют плитку на дефекты, оказывая на неё механическую нагрузку.
Важно отметить, что у разных сортов керамической плитки этапы её производства могут значительно различаться.
Главным фактором в производстве керамической плитки является отработанный технологический процесс производства, который постоянно совершенствуется. Как правило, облицовку керамической плиткой стен делают по технологии двойного, реже одинарного обжига. Напольную керамику, напротив, чаще обжигают один раз, реже - два. А вот изготовление декоративных элементов требует дополнительного - третьего обжига.
Этапы производства плитки:
- Подготовка сырьевого замеса. Корпус плитки готовится из смеси глины (для придания пластичности), кварцевого песка (для твердости корпуса) и полевого шпата (для плавкости). При приготовлении глазури используется песок, каолиновые глины, предварительно заготовленная стеклянная крошка, а также пигменты на основе оксидов (для цвета). Для изготовления корпуса плитки сырьевые материалы тщательно измельчаются и перемешиваются для получения совершенно однородной массы.
- Формовка. Используются два метода - прессование и экструзия. Прессованная керамика получается из порошкового раствора, который уплотняется и прессуется под высоким давлением. Экструдированные варианты изготавливаются из тестообразной массы исходных материалов и формуются при прохождении через специальное отверстие экструдера при помощи матрицы-мундштука, обеспечивающей керамической плитке толщину и ширину. Далее происходит нарезка изделия по длине специальными ножами. Метод прессования позволяет жестче контролировать размер и получать поверхность лучшего качества. При этом экструзия проще и дешевле.
- Высушивание и обжиг. После формовки изделия высушиваются для удаления небольшого содержания влаги. Затем подвергаются обжигу (неглазурованная плитка) при высокой температуре, варьирующейся в зависимости от типа материала от 900 до 1 200 °C. Химические и физические характеристики, такие как плотность, устойчивость к механическим и химическим воздействиям, она приобретает в процессе. При обжиге высокая температура придает материалу устойчивость к агрессивным химическим веществам и физическим воздействиям окружающей среды.
Способы производства керамической плитки:
- бикоттура (двойной обжиг);
- монокоттура (одинарный обжиг);
- монопороза;
- котто;
- клинкер (экструзионная технология)
Бикоттура
Bicottura, то есть двойной обжиг - это эмалированный материал, предназначенный для облицовки керамической плиткой стен внутри помещений. Эмаль придает блеск и позволяет отобразить рисунок любого дизайна, а также защищает от проникновения влаги.
Весь цикл производства керамической плитки происходит за два процесса обжига: первый - для создания основы, и второй - для закрепления эмали.

Основа («печенье») получается таким образом: сначала, в специальных формах прессуется увлажнённая масса из красной глины, затем, она обжигается при температуре до 1040 градусов. Такая керамическая плитка считается пористой, с показателем водопоглощения до 10%. Толщина «печенья», как правило, составляет 5-7 мм. Этот вид уступает по прочности всем другим, таким образом, может применяться исключительно в интерьерах.
Создание печенья - это отдельный производственный цикл, по окончании которого изделия проходит контроль планиметрических параметров и линейных размеров и, в случае несоответствия керамической плитки заданным параметрам, отбракованные образцы автоматически снимаются с конвейера и идут на переработку. Ко второй фазе обжига - нанесения эмали, отбракованные керамические плитки не допускаются.
Эмаль может быть глянцевой или матовой и не обладает высокой поверхностной прочностью, как, например, у монокоттуры, поскольку не предполагается, что эта керамическая плитка, используемая в основном на стенах, будет подвергаться механическим и абразивным нагрузкам, например, по ней будут ходить. Вместе с тем эмаль достаточно стойка к воздействию бытовых моющих средств, используемых для чистки керамики, а также к косметическим и гигиеническим средствам, которые могут контактировать с поверхностью керамической плитки в ванных комнатах.
Поскольку процесс нанесения эмали никак не влияет на геометрию керамической плитки, эти параметры после окончания производства уже не контролируются, а пластины проверяются только на наличие дефектов поверхности.
Внешне керамическую плитку этого типа отличает:
Относительно маленькая толщина;
Красно-коричневая глиняная основа;
Небольшая масса;
Бикоттура обычно изготавливается коллекциями, состоящими из нескольких цветов: более светлого (чаще всего базового в серии) и дополнительных - более темных, с большим количеством декорированных элементов, изготавливаемых двумя различными способами.
Если необходим элемент, отличающийся по размеру от основного формата, (например, бордюр), то он изготавливается с дополнительным третьим обжигом. Предварительно керамические плитки нарезаются под нужный размер - и на них наносится ещё один слой эмали с последующим обжигом для закрепления рисунка.
Для изготовления рельефных декорирующих элементов большой толщины в замес добавляется гипс, придающий пластичность, затем происходит формование с последующим покрытием эмалью и обжигом (иногда просто сушка без обжига).
Это более трудоёмкий, долгий и дорогой процесс. Бикоттура применяется для облицовки керамической плиткой стен в интерьерах, иногда также для покрытия пола (если выбранная серия рекомендована к такому применению), но лишь в тех помещениях, которые не соприкасаются с улицей и где, следовательно, отсутствует риск повредить эмаль абразивными частицами (песок, пыль).
Монокоттура
Monocottura, то есть одинарный обжиг - это эмалированный материал, подходящий как для облицовки керамической плиткой стен, так и для укладки на пол. Некоторые её виды являются морозостойкими и, соответственно, позволяют применять данный тип снаружи помещений.
Производство керамической плитки происходит за один цикл обжига. Специально подготовленная смесь, состоящая из разных сортов глины с добавлением других натуральных компонентов, перемешивается в специальных барабанах и одновременно увлажняется. Затем подсушивается и перемалывается в огромных вертикальных силосах практически до состояния смеси и подаётся через дозатор необходимыми порциями на транспортную ленту с последующим помещением в пресс-форму, где происходит равномерное распределение строго дозированного количества этой смеси по всей форме штампа.

Надо отметить, что размер прессованных заготовок на этом этапе превышает номинальный примерно на 7-10% (примерно соответствует содержанию влаги в замесе после пресса, то есть керамика, имеющая параметры по каталогу 30х30, имеет формат приблизительно 33х33). Всё это происходит потому, что в процессе сушки и окончательного обжига пластины сужаются, уменьшаясь в размерах, и это как раз объясняет наличие калибров, присваиваемых изделиям
После выхода из-под пресса, керамические плитки направляются в специальную камеру окончательной подсушки, и далее на участок, где на ещё необожженные изделия наносится эмаль, которая после обжига защищает тело и придаёт задуманный изначально дизайн.
Далее пластины подаются в печь длиною до 100 м. Постепенно нагреваясь там до температуры до 1200°С и затем плавно остывая, керамика проходит тот самый одинарный обжиг, в результате которого основа приобретает исключительную твёрдость и на ней закрепляется эмаль, образуя прочное единое целое. Весь процесс обжига строго контролируется с помощью компьютеров на каждой фазе нахождения в печи. После выхода из печи, керамическая плитка приходит на участок дефектоскопического и визуального контроля тональности и калибровки, после чего сортируется по партиям, упаковывается, маркируется и попадает на склад готовой продукции.
Испытания на участке дефектоскопии заключаются в том, что каждое изделие попадает на так называемые рельсы, где по ним прокатывается ролик, воздействующий с определённой нагрузкой. Если имеется дефект, то оно не выдерживает и ломается, автоматически не попадая на дальнейшие испытания. Дефекты эмалевой поверхности проверяются визуально, одновременно с определением тональности плитки.
Эмаль у пластин одинарного обжига кроме повышенных прочностных характеристик обладает стойкостью к бытовым моющим средствам, а некоторые к агрессивным химическим средам.
В производство керамической плитки монокоттуры можно получить напольные и настенные декоры. Производство напольных декоров очень похоже на изготовление основного материала с той лишь разницей, что на заготовки нужного формата наносится рисунок заданного дизайна, который затем также обжигается, и поэтому прочность эмали декора не уступает прочности основного поля. Настенные декоры (в случае, если серия имеет ещё и рекомендованное дизайнерами фабрики назначение как «настенная для интерьеров») делаются по тем же технологиям, что и для бикоттуры, соответственно не обладая прочностными характеристиками основного поля.
Монокоттура используется для облицовки керамической плиткой всех типов поверхностей в интерьерах, а также, особо стойкие виды этой плитки могут применяться, как напольное покрытие в общественных местах с менее интенсивным потоком людей. Также морозостойкие серии могут быть использованы для наружных работ.
Основные отличия монокоттуры от бикоттуры:
- большая плотность материала, в результате использования более мощного пресса и высокой температуры обжига, и как следствие, наличие серий с низким водопоглощением (<3%);
- более толстая и прочная основа;
- эмаль прочнее и износоустойчивей.
Монопороза
Это отдельный вид керамики одинарного обжига. Производство керамической плитки методом монопороза происходит по технологии прессования и последующего одинарного одновременного обжига и нанесенной глазури. В этом она полностью схожа с монокоттурой. Но благодаря использованию несколько иных компонентов при приготовлении замеса, физические свойства, и, соответственно, область применения существенно отличаются и являются более близкой бикоттурк. При производстве монопорозы используется глина с высоким содержанием карбонатов. При обжиге, в результате химических процессов, образуется высокопористая белая масса, с высоким водопоглощением (до 15%). Прочность такой керамической плитки заметно меньше, чем прочность традиционной «монокоттуры», поэтому основа имеет толщину 12 мм. Естественно, что применяться может только внутри помещений.

Данная технология позволяет выпекать плиты больших форматов практически идеальных размеров, которые после дополнительной механической обработки граней (ректификации) можно укладывать с минимальными швами.
При производстве бикоттуры, где сама основа производится из красных глин, светлая эмаль должна быть достаточно толстой, что не потерять цвет, у монопорозы же белая основа позволяет наносить тонкий слой светлой эмали. Эти две характеристики подразумевают и стилистическое исполнение плиток- цвета в сериях обычно имитируют натуральный мрамор. Декоры изготавливаются как традиционным способом - нанесением рисунка на керамическую плитку, так и с помощью резки водой под большим давлением на специальном оборудовании: таким способом можно получить очень красивый сборный декор, используя, в том числе, и кусочки натурального камня.
Белая пористая основа и тонкий слой эмали требуют особых правил работы: для облицовки керамической плиткой необходимо использовать клеящий состав белого цвета, затирать швы необходимо очень аккуратно, стараясь не повредить эмаль. Поверхность большого формата должна быть идеально ровной.
Ректификация
Все большей популярностью в последнее время пользуются ректифицированная керамическая плитка, применение которых позволяет создать как бы единую поверхность, без видимых больших швов. Таким образом, создаётся впечатление, что поверхность облицована натуральным камнем.
Ректификация - это дополнительная механическая обработка уже готового материала, заключающаяся в срезании боковых кромок как матовой, так и полированной керамической плитки на специальных станках, для придания всем без исключения изделиям в серии единого размера в каждом формате.

Оборудование настроено таким образом, что обрабатывает также и разные форматы в одной серии по заданному шаблону так, что, например, в одной керамической плитке 30х30 по длине укладываются две керамические плитки 15х15, или в одном изделии 45х45 - одна пластина 30х30 и одна 15х15. Эта операция позволяет облицовывать керамической плиткой разных форматов, а также сочетать матовые и полированные варианты одной серии с минимальными швами, что является дополнительным преимуществом и практически невозможно для неректифицированных изделий.
Котто
Это неэмалированные плитки с красной пористой основой, получаемые путем экструзии.
Представляет собой керамический материал, изготавливаемый из глин различных видов. Сформованные экструдированием и высушенные плитки, обжигаются при температуре до 1110°С. Основа получается пористая, красного цвета с самыми различными оттенками (в зависимости от вида глины).

Обладает повышенной стойкостью к воздействиям абразивных материалов, характеризуется высоким сопротивлением сжатию, изгибу, действию агрессивных химических веществ и атмосферных явлений.
Котто применяется для облицовки керамической плиткой полов внутри зданий.
Клинкер
Это плитки неэмалированные или эмалированные одинарного обжига с разноцветной (обычно уплотненной) основой, получаемые путем экструзии. Производство керамической плитки происходит в 2 этапа:
- Сырьевая смесь обжигается при температуре до 1250°C вплоть до начала остекленения.
- Применение процесса экструдирования позволяет получать не только плитку сложной геометрической формы, но и различные облицовочные элементы - цоколей, уголков, ступеней и т.д.
В итоге изделия обладают хорошими характеристиками сопротивления механическим нагрузкам, истираемости, действию атмосферных явлений и перепадам температуры. Устойчивы к воздействию агрессивных химических веществ, легко чистятся, неприхотливы в эксплуатации.

Клинкерная плитка применяется для укладки полов внутри и снаружи здания, облицовка наружных стен жилых, общественных, промышленных, спортивных сооружений.
Мозаика
Керамическая плитка довольно долго считалась универсальным отделочным материалом, который по сей день широко используется в строительстве и ремонте. Плиткой облицовывают все, что можно, - бассейны, стены и полы в ванных комнатах и на кухнях, фасады зданий, ступени лестниц и т. д. И все же, несмотря на любовь к керамической плитке, люди искали ей альтернативу. Увы, керамика - все же хрупкий и пористый материал. К тому же довольно крупные «габариты» плитки (самый маленький размер - 10 х 10 см) не позволяют получить изображение с «высоким разрешением».
В итоге этих исканий в наш быт вновь вошла мозаика, известная человечеству с незапамятных времен. Впрочем, как известно, все новое - хорошо забытое старое.
Смальта
Смальта - это плитка из цветного стекла. Изготавливается из расплавленной стекломассы. В процессе производства керамической плитки сначала отливают (иногда прессуют), а затем обжигают.
Цветовая палитра смальты включает сотни разнообразных цветов и оттенков, что позволяет получать с её помощью высокохудожественные панно.

Смальта отличается устойчивостью к воздействию любых агрессивных сред, а также цветоустойчивостью. Коэффициент водопоглощения практически равен нулю, что определяет ее сферу применения. Применяется для облицовки керамической плиткой подводной части бассейнов, а также для мозаичных работ.
Майолика
Это особо прочная керамика. Эмалированные плитки с пористой цветной основой, формованные прессованием. Технология изготовления, предусматривает два раздельных обжига: первый - для корпуса плитки, второй - для эмали (двукратный обжиг позволяет избежать трещинок и «мошек» на поверхности). В результате плитка получается ровной, блестящей и очень декоративной.

Сырье для производства майолики представляет собой смесь глины, песка, карбоната и окиси железа (придает основе плитки розоватый оттенок). Глазурь используется только непрозрачная - цветная.
Применяется для облицовки керамической плиткой внутренних стен жилых помещений с низкой влажностью воздуха (не предназначена для ванных комнат, душевых и аналогичных помещений т.к. майолика - высокопористый материал, и имеет большое водопоглощение - 15-25%). Технология изготовления майоликовых изразцов требует высокой культуры производства, точности и аккуратности в работе. В образцах используется красная глина, которая впоследствии покрывается эмалью и глазурью. Перед вторым обжигом поверх белой эмали наносится декоративный рисунок.
Макет будущих форм изготавливают из мягкого материала, по которому в дальнейшем делается гипсовая форма. После этого в готовые формы вручную укладывается с запасом глиняная масса, заполненные формы на несколько дней оставляют для естественной сушки. Готовые и подогнанные друг к другу образцы покрываются тонким слоем белой глины. Чтобы придать изделиям характерный красно-коричневый цвет и завидную прочность, их отправляются на первоначальный обжиг.
Обжиг производится в специальных печах с равномерно распределенным теплом, чтобы усадка изразцов происходила равномерно.
Наконец, художники могут вручную(!) нанести рисунок. Но это не так просто, как может показаться на первый взгляд: при повторном обжиге используемые краски могут поменять свой цвет, неправильно нанесенный рисунок практически невозможно исправить.
Расписные образцы отправляются на повторный обжиг, который происходит под тщательным контролем мастеров, следящих за неизменностью параметров обжига. Иногда готовые образцы дополнительно глазируют специальными красками.
Сегодня многоцветные изразцы переживают свое второе рождение. Десятки фирм на территории России предлагают облицовку печей и каминов изразцами, многие специализируются исключительно на изразцовых печах. И это не случайно. Человек всегда стремится к изящному, художественному, красивому. Один из путей удовлетворения этого стремления - многоцветный, теплый, живой изразец.
-> Производство, строительство, сельское хозяйство
Производство кафельной керамической плитки.
Кафельная плитка , как один из наиболее востребованных строительных материалов, всегда пользовалась спросом. Люди не перестают строиться, производить ремонт квартир даже во время кризиса. И если крупные производители, специализирующиеся на изготовлении кафельной плитки для новостроек, сегодня во время кризиса «конкретно страдают» в первую очередь, то ориентировавшись на обеспечение кафельной плиткой отдельных квартир, Вы всегда останетесь в «плюсе».
Преимущества и особенности производства кафельной плитки
В данном случае, малый бизнес, в отличие от большого производства, имеет несколько вполне «солидных» преимуществ. Во-первых – это большое разнообразие готовой продукции, чем вряд ли может «похвастаться» крупный производитель. На руку «мелким» производителям кафельной плитки сыграло и падение курса национальной валюты, значительно увеличив стоимость импортной продукции.
Основное конкурентное преимущество малого производства кафельной плитки – возможность выпуска действительно качественной продукции по ценам, ниже конкурентных.
Оборудование для производства кафельной плитки
Для закупки минимального набора оборудования необходимого для начала производства керамической кафельной плитки
потребуется около $10 тыс.
За эту сумму Вы получите: бетономешалку, вибростанок, формы под плитку, камеру для напыления рисунков, глазури и полупромышленную печь для сушки продукции при температуре около 200 градусов. Оборудование для производства кафельной плитки можно приобрести как в комплекте, так и по отдельности, что получится немного дешевле.
Однако, чтобы изготавливать не стандартную плитку, а нечто эксклюзивное, уникальное, необходимо обзавестись дополнительными приспособлениями. Многофункциональная модернизированная напылительная камера обойдется в сумму от $3 тыс. Для нанесения различных рисунков, также потребуется набор трафаретов. Приблизительная стоимость комплекта из 200 шт. трафаретов – около 600$.
Возможно приобретение и массы других самых разнообразных приспособлений, позволяющих сделать плитку, например, самосветящейся, однако и стандартного набора будет достаточно для производства как настенной , так и напольной плитки .
Материалы, помещение и пресонал для производства керамической плитки
Качество готовой плитки в значительной мере зависит от качества материалов применимых для ее изготовления. Лучше использовать высокомарочный цемента и гранитный отсев. Также, Вам понадобятся пластификаторы, красители и глазурь. Если исходить из ежемесячного производства кафельной плитки для покрытия 5000 метров квадратных площади, затраты на сырье, составят порядка $12 тыс.
Для организации производства данного количества кафельной плитки, будет достаточно 4-х рабочих: 2-е возле бетономешалки, 1- для обслуживания вибростола и еще один будет заниматься сушкой и упаковкой плитки. Кроме того, для обеспечения надлежащего качества продукции, необходимо нанять мастера, с знанием технологичного процесса.
Требования к помещению для организации бизнеса по производству керамической плитки минимальны. Необходимая площадь – порядка 100 кв.м. Это может быть холодный склад, сарай – практически все что угодно, что имеет стены и крышу…
Окупаемость производства керамической плитки
- $10 тыс. – оборудование для производства кафельной плитки,
- $12 тыс. – сырье,
- около $3 тыс. – заработная плата работников,
- около $1 тыс. – аренда помещения и оплата электроэнергии (может значительно отличатся).
- 1,5 тыс. $ - на организацию производства и открытие дела.
В итоге, одноразовые затраты составят $30 тыс., и около $18 тыс. – ежемесячные.
Рассчитывать доходы будем исходя из средней стоимости реализации плитки в 7$ за метр квадратный. При объеме производства в 5 тыс. кв.м. суммарный ежемесячный доход будет около 35 тыс. $.
Однако, если Вы считаете, что все настолько идеально и гладко, как видно из предварительных подсчетов, придется Вас немного разочаровать.
Сезонность и рынки сбыта.
Керамическая плитка – продукция, которая очень зависит от сезона и модных тенденций. Спрос на плитку в зимний период практически равен нулю. Работать впрок в холодную пору года нет смысла, поскольку произведенная плитка к следующему году может быть уже не в моде. Спрос на керамическую плитку активизируется весной. Летом же, проблем с реализацией у Вас возникнуть не должно.
Относительно рынка сбыта – здесь все по стандарту: через ремонтные бригады, рекламные и выставочные стенды на строительных рынках и ярмарках, интернет и прочие методы заявить о себе и привлечь клиентов.
Таким образом, реальный срок окупаемости вложений будет чуть более 1 года.
И помните, без керамической плитки сегодня не обходится ни один серьезный ремонт. В Росии немало магазинов керамической плитки, их ассортимент обогатит вашу фантазию в плане дизайна плиток и будет надежным путеводителем по тенденциям современного ремонта.
Невзирая ни на какие кризисы керамическая плитка всегда пользуется спросом. Даже если в тяжелые времена люди не строят дома и не делают капитальных ремонтов квартир, косметический ремонт редко обходится без укладки кафеля. Поэтому данный облицовочный материал всегда найдет своего покупателя.
Преимущества малого бизнеса
Специалисты полагают, что такой бизнес выгодней открывать в небольшом формате. На мелком производстве можно позволить себе иметь разнообразие продукции, причем уже готовой. Кроме того, возросший в цене импортный товар заставил покупателей получше оценить отечественный. В то же время его качество мало чем уступает импортным образцам.
Анализ рынка
Рынок производства широк, поэтому стоит определиться со своей нишей. Довольно свободным остается сегмент недорогой и качественной продукции. Поэтому рекомендуется изучить, кто уже работает в этой нише в вашем регионе, какой ассортимент предлагает, по каким ценам, какого состава. Ваше преимущество может быть в оригинальных дизайнерских решениях, для которых придется пригласить специалистов для разработки образцов. Кроме этого, важно придерживаться всех установленных ГОСТов. Только так можно вывести бизнес на конкурентный уровень.
Оформление предприятия
Бизнес-план производства должен начинаться с определения формы регистрации предприятия. Для небольшого дела, где будет работать немного наемных сотрудников, достаточно зарегистрировать индивидуального предпринимателя. Но если вы планируете выпускать большие объемы, лучше зарегистрировать юридическое лицо.
При регистрации надо указать код ОКВЭД 26.3 - Производство керамических плиток и плит. Также рекомендуем сразу перейти на упрощенную систему налогообложения. Так будет легче вести бизнес на старте.
Разработка ассортимента
Еще один важный вопрос, который должен решить бизнес-план – каким будет ассортимент вашей продукции. Вначале надо определиться, на каком виде плитки будет специализироваться ваше предприятие. Плитку различают по:
- типу сырья: котто, керамический гранит, клинкер, терралья, метлахская плитка;
- технологии производства: с двукратным или однократным обжигом, глазурированная, неглазурированная;
- способу формовки: ручная формовка, литье, прессование, экструзия и прочее;
- использованию декоративных элементов: мозаика, декоративные вставки и прочее;
- фактуре: пористая, под старину, мозаику, камень и прочее;
- назначению: для бассейна, камина, пола, кухни, ванной.
Еще одна задача – определить, в каком стиле будет проводиться изготовление керамической плитки. Для решения этого вопроса можно пригласить в штат художника-дизайнера, который будет разрабатывать эксклюзивные варианты. Но в таком случае план расходов существенно увеличится. Как вариант, можно приобрести шаблоны и пресс-формы ведущих испанских или итальянских разработчиков.
Также надо определиться, какого формата плитку вы будете выпускать. На старте предприятия лучше остановиться на стандартных размерах: 400х400, 330х330, 310х500, 200х300, 250х400, 200х400, 250х330, 200х300, 200х200 мм.
Сопутствующая документация
Какой бы вариант плитки вы ни выбрали, товар должен соответствовать требованиям ГОСТов. Для каждого вида плитки действует собственный стандарт:
- плитка керамическая – ГОСТ 27180-2001;
- плитка для пола – ГОСТ 6887-90;
- плитка облицовочная для внутренних стен – ГОСТ 6141-91;
- плитка фасадная керамическая – ГОСТ 13996-93.
На те виды плитки, для которых ГОСТ не предусмотрен, можно добровольно оформить сертификат соответствия. Но в любом случае включите в бизнес-план оформление гигиенического сертификата в Роспотребнадзоре и сертификата о пожаробезопасности товара.
Процесс производства керамической плитки обязательно должен предусматривать постоянный контроль качества изготавливаемой продукции. Для этого надо организовать работу отдела технического контроля и лаборатории.
Сырье
Технология производства керамической плитки требует использования нескольких групп компонентов. К ним относят:
- Основные – глинистые составляющие, благодаря которым масса приобретает пластичность и способность к формовке (каолин, глина);
- Компоненты для снижения усадки – кварцевое сырье, благодаря которому формируется скелет плитки (кварцевые пески);
- Карбонатные компоненты, благодаря которым снижается температура спекания, а после обжига товар приобретает стекловидную структуру (полевые шпаты, шлаки, нефелины);
- Добавки – разжижители, ПАВ, механоактивирующие компонеты.
Естественно, качество плитки зависит от качества этих составляющих, поэтому лучше использовать сырье высших марок. Если каждый месяц производить плитку площадью 5 тыс. кв. м, в бизнес-план надо заложить не менее 12 тыс. долл. на закупку сырья.
Оборудование
Оборудование для производства керамической плитки включает в себя покупку:
- печи полупромышленной (на 200 градусов);
- камеры для напыления глазури, рисунков;
- форм для плитки;
- вибростанка;
- бетономешалки.
Всего на закупку оборудования в бизнес-план надо включить не менее 10 тыс. долл. Все составляющие можно купить по отдельности, а можно заказать готовую линию производства и немного сэкономить на поставке. Включите в бизнес-план и закупку комплекта трафаретов для нанесения рисунка – примерно 600 долл. за 200 штук. Если брать напылительную камеру с расширенным набором функций, она обойдется в 3 тыс. долл.
Но это стандартный набор, который позволит изготавливать стандартную плитку. Если вы планируете готовить эксклюзивные экземпляры, придется докупать специальное оборудование.
Технология производства
Независимо от того, на какой плитке вы специализируетесь, технология производства будет примерно одинаковая. Проходит она такие стадии:
- Приготовление смеси - процесс, который проходит стадии измельчения, смешивания, гомогенизации, увлажнения.
- Формовка - чаще всего используется метод прессования, когда масса сдавливается с двух сторон.
- Сушка - удаление из плитки лишней влаги. Важно следить за тем, чтобы продукция не потрескалась.
- Глазурование – нанесение на поверхность состава глазури. Этот этап используется только при изготовлении глазурованной плитки.
- Обжиг - проводится в специальных туннельных печах, где, постепенно нагреваясь, плитка выдерживается при температуре свыше 1250 °С.
Некоторые предприятия изготавливают глазурованную плитку двойного обжига. В этом случае плитку сначала обжигают, затем наносят глазурь и только после этого обжигают снова.
Персонал
Чтобы организовать небольшое производство плитки мощностью около 5 тыс. квадратных метров в месяц, достаточно четырех рабочих. Из них двое будут обслуживать бетономешалку, один – вибростол и еще один сушить и упаковывать готовую продукцию. Также вам понадобится мастер, который будет знаком с технологическим процессом и будет следить за его неукоснительным выполнением.
Помещение
Особых требований к помещению нет. Главное, чтобы оно было закрытое и имело площадь не менее 100 кв. м. Поэтому открыть производство можно и в гараже, и в ангаре. Помещение надо распределить на такие зоны:
- склад готовой продукции;
- производственный цех;
- склад сырья.
Единственное, что желательно предусмотреть, чтобы производство находилось недалеко от места, где закупается сырье. Тогда можно существенно сэкономить на транспортировке и снизить себестоимость готовой продукции.
Рынки сбыта
В план сбыта готовой продукции можно включить разработку таких каналов:
- физические лица;
- ремонтные компании;
- строительные рынки;
- строительные магазины.
Как вариант, можно открыть собственную точку по реализации плитки. Открывать ее желательно в спальных районах недалеко от новостроек. Тогда жители, которые проводят ремонт в новых квартирах, смогут купить плитку у вас, а не ехать ради нее на другой конец города.
Но если вы производите элитную плитку, магазин лучше расположить в центре города. Обратите внимание, перед началом торговли надо получить сертификат в Госсанэпиднадзоре.
Оптимальным вариантом будет реализация продукции через Интернет. Можно продавать ее с помощью объявлений на бесплатных досках. Но большую отдачу даст собственный интернет-магазин, где покупатели смогут ознакомиться с полным перечнем товара и условий его покупки.
Окупаемость производства
Прежде чем открывать производство, надо просчитать план затрат, доходов и окупаемости.
Статья расходов будет выглядеть следующим образом:
- оборудование – 10 тыс. долл.;
- сырье – 12 тыс. долл.;
- заработная плата сотрудникам – 3 тыс. долл.;
- аренда и коммунальные услуги – 1 тыс. долл.;
- другие стартовые инвестиции – 1,5 тыс. долл.
Всего запуск производства потребует не менее 30 тыс. долл. начального капитала, а потом еще по 18 тыс. долл. вложений каждый месяц.
Квадратный метр плитки в среднем стоит 7 долл. Если в месяц производить и реализовывать около 5 тыс. кв. метров, ежемесячный доход будет составлять примерно 35 тыс. долл. Однако надо учитывать, что далеко не каждый месяц будет удаваться реализовать весь объем продукции.
Сезонность производства
Керамическая плитка – сезонный товар. Максимальный спрос на нее наблюдается летом в самую активную пору ремонтных работ. Весной и осенью спрос немного меньше, а зимой его практически нет. Однако нет смысла нарабатывать зимой объемы производства на будущее. Кроме сезонности у плитки есть еще одна характерная особенность – ассортимент морально устаревает. То, что было модно прошлым летом, уже неактуально на следующий год. Поэтому, несмотря на высокую популярность товара летом, срок окупаемости инвестиций может растянуться на год. Чтобы его сократить, желательно выходить на рынок с товаром к началу строительного сезона – в марте-апреле.
Производство керамической плитки – бизнес, который придется организовывать в условиях высокой конкуренции. Чтобы немного снизить ее давление, рекомендуем использовать такие советы:
- все ваши сотрудники должны иметь актуальные знания в сфере изготовления керамической плитки;
- ищите и прислушивайтесь к советам профессионалов в этой области;
- всегда ориентируйтесь на потребности заказчиков;
- следите за тем, чтобы к каждому клиенту был индивидуальный подход;
- если берете в штат консультанта, менеджера, убедитесь, что они хорошо владеют темой и имеют высокие профессиональные навыки;
- стремитесь к максимально быстрому выполнению заказа без ущерба качеству.