Конечно, за многие столетия развития бумажного производства, технология изготовления бумаги претерпела значительные изменения, хотя принципы формирования бумажного полотна не изменилось. Революционным явилось изобретение мелованной бумаги - покрытия бумажной основы специальной пастой на основе каолина.
Каждому лесопромышленному комплексу, каждому целлюлозно-бумажному комбинату выделены определенные лесные массивы, так называемые сырьевые базы. Эти лесные кладовые и обеспечивают предприятия древесным сырьем на многие годы. Обычно сырьевые базы находятся в постоянной и непрерывной эксплуатации. В зоне заготовок на месте срубленных деревьев чаще всего сажают молодняк. Он вырастает к тому времени, когда в сырьевой базе начинают иссякать запасы старой древесины. Прибавляется лес и за счет естественного возобновления.
Древесина поступает на целлюлозно-бумажные предприятия, как правило, издалека. Лишь немногие предприятия имеют сырьевые базы поблизости. Лес сплавляется по рекам и озерам в плотах, связанных из пучков бревен, доставляется на предприятия на самоходных баржах, судах, называемых лихтерами. Широко практикуется доставка древесины в любое время года по железной дороге. Возят ее из ближайших леспромхозов и автомобильным транспортом - мощными тягачами-лесовозами. На целлюлозно-бумажные предприятия доставляется древесное сырье в виде щепы в специальных щеповозах. Щепу получают из древесных отходов на месте рубки леса или на деревообрабатывающих предприятиях.
Из воды, судов, вагонов древесину выгружают, укладывают в штабеля и подают на распиловку специальные краны - портальные, кабельные, козловые, мостовые. На бирже работают мотовозы, бульдозеры, тракторы, лесотаски.
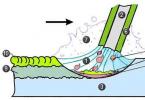
Связки длинных бревен, поднятых краном либо из воды, либо из штабеля, поступают на разделочный стол. Рассортированные на площадке стола бревна, увлекаемые по одному захватами транспортера, движутся одно за другим в горизонтальном положении к мощным циркуляционным пилам распиловочного узла, называемого слешером. В одно мгновение пилы разделывают бревна на стандартные (1,2 м, 1,5 м) отрезки - балансы. Те скатываются со слешера на другой движущийся конвейер и попадают в огромный вращающийся металлический барабан, где древесина проходит гигиеническую обработку. Балансы трутся друг о друга и о жесткие ребра барабана и освобождаются от коры и грязи. Снятая с древесины кора проваливается в щели между ребрами барабана, отвозится в отвал, а затем сжигается в топке котла. Полученная тепловая энергия используется для производственных целей. Освобожденные от коры балансы прямо из окорочного барабана подаются по конвейеру в рубительные машины. Их назначение - измельчать кругляк в мелкую щепу.
У рубительной машины 10-16 острых ножей-пластин, укрепленных на стальном тяжелом диске. Диск вращается с огромной скоростью и делает до 7 тысяч отрубов в минуту. Чтобы изрубить толстый полутораметровый, отрезок бревна, машине нужно всего 2-3 секунды. Получается щепа длиной примерно 15 мм, шириной 25 мм и толщиной 5 мм. Дальнейший путь щепы - в котел. По ленточному транспортеру подается на варку. Варят целлюлозу в котлах непрерывного и периодического действия. Агрегаты работают круглосуточно, без остановок. Непрерывным способом вырабатывают преимущественно сульфатную целлюлозу для технических видов бумаги и картона. В стационарных вертикальных котлах периодического действия получают сульфитную целлюлозу. Она идет на изготовление печатных видов бумаги - типографской, офсетной, для глубокой печати.
Крепкая варочная кислота, горячий пар и высокое давление энергично наступают на лигнин, прочно скрепляющий в древесине растительные волокна, и растворяют его. При этом древесина теряет больше половины своего веса. Освобожденные от лигнина волокна образуют волокнистую массу - целлюлозу.
Ниже кратко описан процесс производства наиболее распространенного вида бумаги - мелованной.
Отливка бумаги
Предварительно приготовленная целлюлозная масса наносится на сетку бумагоделательной машины через набор сопел, каждое из которых имеет управляемую подачу. В этот момент в смеси содержится только 5-7 % целлюлозы и 93-95% воды. По мере прохождения сетки через машину, вода удаляется и формируется бумажное полотно. Отсюда возникли понятия "лицевой" и "сеточной" стороны бумаги. На наиболее современных бумагоделательных машинах применяется "двухсеточная" система формирования полотна - целлюлозная масса подается между двух сеток и применяется вакуумная система сушки. Таким образом, бумажное полотно имеет две практически идентичные стороны.
Каландрирование
Следующим этапом производства является каландрирование. Каландры прессуют бумагу, сушат её и придают полотну гладкость. Именно в этот момент полотно и становится бумагой. От степени каландрирования зависят две характеристики бумаги: пухлость и непрозрачность. Чем более спрессована бумага, тем она менее пухлая и менее непрозрачная. С другой стороны, при малой степени каландрирования, сильно страдает гладкость бумаги. Поэтому, при производстве высококачественной мелованной бумаги очень важен баланс между гладкостью основы и непрозрачностью. Особенно важен этот баланс для тонких бумаг, где количество наносимого мела сравнимо с содержанием собственно целлюлозы.
Мелование
Большинство современных мелованных сортов бумаги покрыты двумя или тремя слоями мела. Меловое покрытие придает бумаге дополнительную гладкость. Кроме того, меловое покрытие делает бумагу мелкопористой, что в конечном счёте приводит к тому, что при печати оттиск имеет более яркие краски по сравнению с печатью на офсетной бумаге без покрытия. Более детально о пористости бумаги будет рассказано ниже.
Обычно бумагу мелуют в три приема: первый тонкий слой мела наносят прямо в бумагоделательной машине, в то время, как остальные два слоя наносят на отдельной машине. Такая технология имеет несколько преимуществ. Во-первых, первый слой мела наносится на влажную основу, что увеличивает прочность покрытия. Во-вторых, этот первый слой является своего рода "грунтовкой", на которую последующие слои ложатся значительно равномернее.
Основное мелование происходит на отдельной установке. Меловая паста может наноситься на бумагу двумя способами: либо наливаться на поверхность с последующим выравниванием ножом (шабером), либо напыляться с помощью ряда форсунок. Последний метод предпочтителен, так как он дает большую равномерность нанесения мела по всей ширине полотна.
Финальное каландрирование или отделка
Мелованная бумага приобретает свои поверхностные свойства после каландрирования. Процесс практически полностью аналогичен каландрированию бумаги-основы. Отличие состоит в том, что, в зависимости от производимого сорта - глянцевой или матовой бумаги, - применяют тот или иной набор валов. Наиболее современные фабрики оснащены так называемыми "Янус-каландрами". В отличие от суперкаландра, рассмотренного выше, "Янус-каландр" позволяет регулировать усилие прижима каждого вала. Кроме того, каждый вал покрыт пластиком, что делает каландрирование более "мягким". С помощью "Янус-каландра" достигается лучший компромисс между гладкостью и пухлостью бумаги. Если же требуется получить тиснёную бумагу, то делают еще одно каландрирование между специальными профильными валами.
Перемотка
В зависимости от ширине бумагоделательной машины, готовое полотно имеет ширину от 2,5 до 9 метров и длину в несколько километров. Такой рулон обычно называют "тамбур". Поскольку листорезательные линии не могут резать такие широкие рулоны, бумагу перематывают на более узкие ролики, в зависимости от требуемых форматов листов. Фабрики стараются компоновать заказы так, чтобы сумма ширин маленьких рулонов была максимально близка к ширине тамбура. В противном случае, остается так называемый "спутник" нестандартного формата.
Резка и упаковка
Большинство мелованной бумаги поставляется в листах, причем упакованных в пачки. Такая упаковка максимально защищает бумагу от внешних воздействий при хранении и транспортировке. Как правило, бумажные фабрики оснащены наиболее современным и точным резальным оборудованием. Тем не менее, часть глубокой печати или ротационной офсетной печати с горячей сушкой (HSWO). Применение подобной бумаги для листовой офсетной печати может вызвать проблемы.
Прогресс не стоит на месте. Как видим, все части бумагоделательной машины были усовершенствованы, увеличена ширина полотна, стали применятся суперкаландры, обеспечивающие более ровную гладкую поверхность и глянец. Бумага сегодня - это самый многофункциональный материал.
Технологический процесс изготовления бумаги включает в себя пять основных циклов: заготовку древесины, вывозку древесины из леса, сплав древесины, размол древесины, получение бумажного полотна.
Основным исходным сырьем для получения бумаги являются древесина и целлюлоза.
Целлюлоза - это основа растительных клеток. Ее приготавливают из древесины и смолы. В специальных варочных котлах размолотую древесину подвергают действию химических реактивов и пара. Сваренную целлюлозу промывают, измельчают и отбеливают. Готовая целлюлоза служит сырьем для кинофотопленки, из нее вырабатывают искусственный шелк и другие материалы. В бумажной промышленности целлюлоза является основным полуфабрикатом для изготовления высококачественной бумаги.
Бывшая в употреблении бумага и бумажные отходы, называемые макулатурой, - прекрасное вторичное сырье для бумаги и картона. Переработка макулатуры позволяет экономить миллионы кубометров леса.
Поступающее на бумажную фабрику исходное сырье (тряпье, целлюлоза, древесная и соломенная масса, макулатура) подвергают механической обработке: разбивают в гидроразбивателях, очищают от посторонних примесей и размалывают в специальных мельницах. В результате такой обработки волокна расщепляются. К размолотым волокнам добавляют наполнители, проклеивающие и красящие вещества. Наполнители - каолин, мел, тальк, гипс, титановые белила и другие вещества - служат для того, чтобы сделать бумагу непрозрачной, уплотнить ее структуру, улучшить ее поверхность и др. Некоторые виды бумаги проклеивают, чтобы она становилась влагонепроницаемой. Для проклейки бумаги используют канифоль, синтетические смолы, крахмал, парафин. Для подцветки и окраски бумаги применяют различные красители.
Процесс производства бумаги на бумажной фабрике начинается с приготовления бумажной массы. Древесная масса и целлюлоза в специальной мельнице - ролле - перерабатывается в пыльцу. При этом длину волокон доводят до необходимого размера. К размолотым волокнам добавляют наполнители, красители, клей, воду. Затем бумажная масса поступает на бумагоделательную машину. В массовом бассейне при постоянном вращении мешалки получается бумажная масса, которая течет через песочницу и узлоуловитель. Под разбрызгивателем масса равномерно распределяется по бесконечной сетке, образуя тонкий волокнистый слой. Благодаря вибрации сетки волокна сцепляются. Валик-ровнитель вдавливает ребра массе, а при необходимости и водяные знаки. Волокнистый слой под давлением мокрых прессов, частично обезвоживается и поступает под «мокрый» пресс с суконным бандажом. Между сукнами и сушильными цилиндрами бумага высушивается. При этом смола, содержащаяся в волокнах хвойных древесин, расплавляется и склеивает волокна. В машинном каландре бумага приобретает необходимую поверхность и далее скатывается в рулон. С помощью дискового ножа осуществляют продольную разрезку бумажного полотна. При необходимости поперечный нож рубит бумагу на листы.
Современные бумагоделательные машины - это огромные агрегаты, достигающие в длину 150 м.
Бумага обладает определенными физическими, механическими и технологическими свойствами. К физическим свойствам относят: вес, цвет, шероховатость, теплопроводность, гигроскопичность, электропроводность; к механическим - прочность на разрыв, излом, истирание; к технологическим-способность подвергаться различной обработке.
Машинный процесс производства картона в принципе не отличается от производства бумаги. Картоном называют волокнистый материал, квадратный метр которого весит более 230 г. Машины производят два основных вида картона: однослойный и многослойный.
Картон изготавливают на картоноделательных машинах. Основные технологические операции при получении картона - разлив, прессование, сушка - принципиально не отличаются от подобных операций при выработке бумаги. Основное отличие заключается в том, что для изготовления картона используют сырье с более грубыми и жесткими волокнами: бурую древесину, полуцеллюлозу и др. Изготавливают и многослойный картон, внутреннюю часть которого отливают из дешевого сырья, а наружный слой - из более прочных и дорогих волокон.
Бумага является крайне древним изобретением, её знали ещё в Древнем Китае. Основоположником бумаги считают китайца Пай Луня, который изобрел бумагу в 105 году новой эры. Изготавливали её тогда так: обрывки шелковой ваты, ветошь, старые рыболовные сети размельчали и кидали в чан с водой, взбалтывали, пока не выходила однородная, водянистая кашеобразная масса, которую черпали бамбуковой сеткой. Осадок, оставшийся лежать гладким слоем на сетке, просушивали. Этот принцип функционирует, и сегодня, модифицировались только средства производства, масштабы, скорости и сырье. Состав и технология изготовления бумаги Размолотое целлюлозное волокно, древесная масса, отбеленный и размельченный каолин, клей, подцветку смешивают в необходимых пропорциях. В качестве наполнителя печатной бумаги используют главным образом каолин - белую фарфоровую глину или тальк - сочетание из класса силикатов. Диоксид титана применяют в производстве мелованных бумаг. Оксид цинка употребляется как наполнитель для особых видов бумаги. Благодаря наполнителям бумага делается ровной, гладкой, непрозрачной, пластичной, капиллярной и менее пористой. Бумагу отливают из бумажной массы на бумагоделательной машине, функционирующей со скоростью до 800 м/мин и состоящей из четырех составных частей: 1. Сеточная часть: бумажная масса потоком поступает на сетку машины. Создающийся из кашеобразной массы тонкий волокнистый слой понемногу избавляется от воды на сеточной части. 2. Прессовая часть: тут вода выжимается давлением прессов. 3. Сушильная часть: бумажная лента, прижимаясь к сушильным цилиндрам, доводится до сухости 95%. В сушильной части встраивают клеильный пресс для неглубокой проклейки бумаги, что нужно для бумаг, применяемых для печати с использованием увлажнения (фототипия, литография, офсетная печать) . 4. Отделочная часть с накатом бумаги (намотка в рулоны) : 3-8 полированных чугунных цилиндров уплотняют бумагу, делая её поверхность глаже. В процессе изготовления бумаги, когда бумажная масса потоком поступает на движущуюся сетку бумагоделательной машины, волокна, увлекаемые потоком, приобретают преимущественное расположение, когда их оси сходятся с направлением движения сетки машины. Вследствие этого свойства бумажного листа в продольном и поперечных направлениях будут немного различны, а именно - прочность бумаги будет выше в продольном направлении. Приём определения направления волокон бумаги: 1. Если мы разорвем бумагу по длине и по ширине листа, то разрыв по линии движения сетки бумагоделательной машины будет ровным, а в поперечном направлении разрыв будет неравномерным. Направление прямого разрыва бумаги и есть направление отлива бумаги. 2. Отрезать равные полоски по длине листа и по его ширине. Положить одну полоску на другую. Выровнять. Взять в руку большим и указательным пальцами. Вытянуть руку под прямым углом перед собой. Та полоска, которая свисать будет меньше и определяет направление отлива бумаги. Верхняя (лицевая) сторона бумаги, не соприкасающаяся с сеткой бумагоделательной машины, будет намного глаже сеточной. Сеточная сторона обладает меньшим количеством наполнителя, отчасти уходящего из бумаги совместно с промывными водами. То есть бумага ортотропна: её свойства немного отличаются во всех трех измерениях - по ширине, длине и обороту. Всё это нужно учесть при подготовке бумаги к печатанию и при обработке оттисков в брошюровочно-переплетных и отделочных целях (при разрезке, фальцовке, шитье, высечке и тиснении) .
История создания бумаги насчитывает вот уже не одну тысячу лет, и по сей она остается самым распространенным средством передачи информации графическим или символьным способом. Но также она нашла свое применение и в быту, в качестве упаковочного материала, в оформлении интерьеров и в гигиенических целях.
С ее помощью через рисунки передавались графические изображения. Если в прошлом это могли быть первые схематичные наброски предметов и явлений окружающих людей, то сейчас на бумаге печатают фото с высокой детализацией, максимально приближенно отображающие окружающую действительность.
Но если говорить о письменности, то она возникла гораздо раньше, чем на свет появилась бумага. В прошлом у этого материала было множество альтернатив. Некоторые из них, если говорить честно, были гораздо более долговечны. Но и у бумаги находились свои плюсы, которые позволили ей обрести столь повсеместное распространение. Происходил этот процесс крайне неоднородно. Если в Китае о бумаге знали еще до нашей эры, то европейские цивилизации приобщились к ней только к средним векам.
Изготовление бумаги видоизменялось с приходом новых технологий. Причем это обуславливалось как требованиями новой технологии печати, так и способами ее получения. Если раньше для ее производства требовалось перерабатывать ткани, то с приходом периода промышленной революции и открытием целлюлозы все изменилось.
Нельзя недооценивать значение бумаги в развитии общества - через художественную литературу и научные публикации. Доступность книг сыграла огромную роль в образовании, что приблизило технический прогресс.
В нынешнее время роль бумаги уменьшается, но даже с приходом электронного документооборота все значимые бумаги имеют свое материальное воплощение, будь то денежные банкноты или какие-либо удостоверения.
Для чего нужна бумага
В современном мире мы используем изделия из бумаги в своем ежедневном обиходе, порой даже не задумываясь об этом. Мы встречаем ее дома и на работе. Она используется для рекламы, на ней печатаются чеки за купленные товары, и, в конце концов, чаще мы расплачиваемся за покупки бумажными банкнотами.
История бумаги первоначально предполагала использовать ее для сохранения и передачи знаний. Сейчас эта роль отдана книгам, брошюрам, газетам и прочей печатной продукции информационного характера.
В оформительских целях бумага используется для производства настенных обоев, печати фотографий и в качестве основы для картин и гравюр.
Как материал для упаковки используется Из него изготавливают как огромные коробки для транспортировки товаров, так и небольшие пакетики с соком или молоком.
Бумага с и прочими степенями защиты используется для важных документов, которые предусмотрены в единственном экземпляре: паспорта, свидетельства о регистрации, лицензии и прочее. Производство бумаги по подобным технологиям используется и для изготовления денежных знаков.
Бумага в виде ленты используется для снятия показателей измерительных приборов в медицине и науке. Особенно это характерно для техники, которая не предназначена для работы с цифровыми носителями.
Взгляд в прошлое
Древние изображения животных и охоты на них, сделанные первобытными племенами, можно встретить на стенах пещер. Первая дошедшая до нас египетская письменность тоже гравировалась на каменных плитах. Они были тяжелы, и работа с ними требовала определенной сноровки от мастера. С развитием металлургии стали использовать металлические пластины, но текст каждый раз приходилось наносить на форму отливки, что тоже было неудобно.
В Междуречье придумали более удобный материал для записи. Шумеры использовали глиняные таблички для своей клинописи. Это был достаточно удобный способ: по мягкой глине удобно писать, высохшие таблички были относительно легки. Но они были достаточно хрупкими.
Но древние египтяне в третьем тысячелетии до нашей эры придумали папирус, который по праву можно считать предшественником бумаги. Его изготавливали из одноименного растения, произрастающего у берегов Нила. Для непосредственного производства использовалась внутренняя волокнистая часть, которую отделяли от стебля. Отделенные слои волокна накладывали поперечно относительно друг друга и помещали под пресс. В качестве связующего материала выступали как сам сок растения и мутная нильская вода, богатая иловыми отложениями и тиной, так и размягченный хлебный мякиш. Полученные листы склеивали между собой в свиток. Это был хороший способ хранения записей, папирус был легок, удобен в транспортировке, и на нем можно было записать тексты объемного содержания.
Рождение бумаги
Создание первой бумаги из китайского шелка произошло предположительно еще до нашей эры. Но ее точное место происхождения и время возникновения неизвестно. В ходе археологических раскопок были обнаружены клочки бумаги в захоронении, которое относилось к эпохе, предшествовавшей правлению династии Хань. Но первая бумага, так же, как папирус, была очень дорога. Поэтому в то время в ходу были более распространены деревянные таблички, на которых выжигался текст нагретым наконечником пера.

Достоверно известно, что в 105 году советнику императора пожаловали титул министра и прочие почести за вклад в усовершенствование На ее производство шли только отбракованные коконы или обрезки ткани, полученные из луба древесины шелковицы. Их разделяли на мелкие кусочки, после чего измельчали в ступке почти до состояния порошка. Полученную массу смешивали с чистой водой в однородную кашицу, которую затем выкладывали в формирующее бамбуковое сито. Рамки по его бокам задавали размер листа, а отверстия способствовали вентиляции, притоку воздуха и, как следствие, быстрому просыханию. Чтобы разгладить сетчатый рисунок, бумагу помещали между двумя отшлифованными каменными поверхностями. Таким образом, она одновременно получалась гладкой и тонкой.
После изобретения этого способа дальнейший процесс создания бумаги усовершенствовался довольно быстро. В технологии производства стали применять специальные связующие составы на основе крахмала и клея природного происхождения, что делало бумагу более прочной. А основой стали не только шелковое волокно, но и прочие хлопковые и льняные ткани, а также пеньковая нить, которая обычно шла на изготовление веревок.
Альтернатива бумаге
Вместе с учением буддизма из Китая происходило распространение книг на тесно контактирующие с ним Корею и Японию, соответственно, они перенимали и опыт в бумажного производства. Также изготовление бумаги и технологию ее создания освоили соседние страны Средней Азии и Ближнего Востока. Но на европейский континент бумага попала только после завоевания арабами Испании.
Естественно, до ее распространения использовались альтернативные материалы для записи текстов. Еще с античных времен дорогой папирус заменяли пергаментом и восковыми табличками.
Последние представляли собой деревянные пластинки, на которые тонким слоем наносили воск. Инструмент для письма представлял собой твердую металлическую палочку, одна сторона которой была заострена для нанесения букв, а второй, плоской, происходило соскабливание, после чего текст можно было писать заново. Данный способ широко применялся для обучения письменности и создания записей временного характера вплоть до Средних веков.

Для более долговременного применения использовался пергамент из шкур животных особой выделки. В кожевенном производстве кожу овец или коз замачивали в щелоке, размягчали и спрессовывали. Основное преимущество пергамента было в том, что он позволял писать на нем с двух сторон. Поэтому первые европейские книги были сделаны именно из него.
В древней Руси использовалась березовая береста. Но, к сожалению, до наших дней дошло только небольшое число грамот, написанных на ней.
Предшественники современной бумаги
История создания бумаги в ее современном виде не существовала вплоть до 18 века. Отличались технологии ее производства в зависимости от используемого материала, будь то тряпье или древесина.
Попытки использовать непосредственно волокна древесины не давали существенного результата. Хотя в Китае с успехом применялся бамбук еще в конце первого тысячелетия нашей эры.
Преимущественным сырьем для книжной бумаги служила старая макулатура и изношенная одежда из холщовых тканей. Вот на газеты шел более дешевый материал, например, солома. Дошло до того, что возникал их дефицит, некоторые страны даже вводили запрет на вывоз тряпья. А в Америке возникла ситуация, когда книгопечатники продавали книги только тем, кто приносил им сырье на переработку. Под влиянием такого ажиотажного спроса цены на него росли, что приводило к возникновению черных рынков.
Измельченное сырье помещалось в большой чан с водой, после чего тщательно перемешивалась до состояния взвеси, когда частицы размещались в смеси более-менее однородно. Первоначально использовался ручной труд, а работа черпальщика была очень уважаема. Он следил, чтобы полуфабрикат достигал требуемого состояния, после чего выкладывал кашицу на специальное сито.

Чуть позже появились колесо которых приводило в движение вал. Его механическая энергия передавалась на измельчение сырья для бумажной массы. Каждая мельница для обозначения эксклюзивности своего производства использовала оттиск или водяной знак. На металлическом сетчатом черпаке нашивался проволокой какой-либо знак, который проявлялся на бумажной массе после высыхания.

Из Испании бумажное дело перекочевало в другие европейские страны. Итальянские мастера научились экспериментировать с химическими реактивами. Бумага белая получалась при обесцвечивании хлором, а использование органического клея из сваренных костей животных позволило не впитывать чернила.
В допетровскую эпоху наша страна закупала бумагу из Франции и Италии, и только в 1714 году заложили первую водяную мельницу для механизации производственного процесса. Но, несмотря на некоторое отставание Европы от Азии, именно там придумали способ создания гербовой бумаги с водяными знаками, которой не было ни у китайцев, ни у арабов.
Целлюлоза и промышленная революция
История создания бумаги претерпела большие изменения после изучения состава древесины и появления рулонной бумаги без следа сетки.
Открытие целлюлозы в 1719 году принадлежит французскому химику Рене Реомюру. Именно он впервые предложил ее использование в Целлюлоза представляет собой плотный слой полимерных молекул глюкозы, которые создают защитный барьер в составе клеточной оболочки. Процесс ее выделения из древесины или травяного волокна происходит под действием реактивов, расщепляющих менее устойчивые вещества, входящие в состав клеток. Чем больше содержание целлюлозы в растении, тем более плотная получится из нее бумага. Но только с возникновением бумагоделательной машины это сырье стало повсеместно применяться.
Первая машина для изготовления высококачественной бумаги без следов сетки появилась в Англии. Но пока ее все еще изготавливали из отработанного льняного тряпья, которое измельчалось в специальном аппарате под названием "ролл". Бумажную массу выкладывали не на металлическое сито, а на специальную ткань плотного плетения. Полученные листы назвали "ватманом" в честь владельца фабрики, они приобретали характерную шероховатость и бархатистость. Это позволило возникнуть техники акварели для написания живописи, подвинув лидирующее положение холста и масляных красок.
Но спрос на бумагу был огромен. Чтобы увеличить ее количество, возникли бумагоделательные машины. Роллы измельчали опилки, отходы которые затем помещались в кислотную или щелочную среду, где происходила реакция расщепления древесных волокон и выделялась целлюлоза. Полученная масса бумажного полуфабриката разбухала, хорошо впитывая воду. После чего ее уже условно можно было считать необработанной бумагой. Но для придания формы кашицу прокатывали между двумя противоположно вращающимися валами с медной сеткой. Таким образом возникла бумага в рулонах. А просто бумага получалась после разрезания ее специальными ножами. Данный процесс позволил создавать бумагу определенного размера и плотности в огромном количестве почти автоматическим способом.

В зависимости от ее предназначения в состав бумажной массы вводились специальные добавки. Например, светочувствительными компонентами обрабатывалась специальная бумага "фото", именно с этим связано то, что проявление фотоснимков осуществлялось в комнате с красным цветом освещения. А красители придавали листам требуемые оттенки.
Роль бумаги в развитии человечества
Долго время производство бумаги оставалось коммерческой тайной ограниченного круга владельцев. Процесс ее изготовления был чрезвычайно трудоемок. История бумаги, как и использование ее, была привилегией представителей состоятельного класса, которые вели переписку, читали книги, повышали свой уровень образования.
Чем более доступными становились бумажные носители, тем скорее росли темпы обретения новой информации широким кругом людей. К примеру, Марко Поло написал книгу о своих путешествиях, ее прочитали тысячи людей, и их картина окружающего мира расширилась. Дарвин описал свои умозаключения о происхождении видов, которые пришли к нему еще в юности, когда он отправился в экспедицию на корабле «Бигль».
Так повышался уровень образованности общества, что косвенно приблизило сегодняшний уровень развития. Развивалось книгопечатание, отпала необходимость в рукописных текстах, позже появились печатные машинки, а в компьютерную эпоху - принтеры.
Современные виды бумаги
История создания бумаги для рисования не претерпела больших изменений. Для творчества все так же востребована шероховатая бумага ручного и промышленного производства. При ее выборе в первую очередь учитывают, какова абсорбирующая способность, как были измельчены волокна. Чем они крупнее, тем более бумага будет махриться при соскабливании.
Офисная легкая бумага в первую очередь предназначена для лазерной или картриджной принтерной печати. Копирование осуществляется по аналогичной технологии. Но раньше для этих целей использовалась копировальная бумага, одна сторона которой покрыта тонким слоем красящего пигмента. Сейчас она применяется только для одновременного дублирования рукописного текста справок и квитанций.

Печать цифровых изображений сильно повлияла на такую вещь, как бумага. Фото, напечатанные на ней, имеют как глянцевую поверхность, так и матовую. Исходя из того, лазерный или струйный принтер, выбирают разные виды бумаги по плотности. Также качество бумаги нужно учитывать при использовании определенных чернил, заправленных в картридж.
Одноразовые бумажные носовые платки более практичны, чем их тканевые собратья. Рулонная туалетная бумага выпускается уже не первый век. А в Америке известен случай, когда вместо рулона выпускались томики дешевой поэзии из мягкой бумаги для гигиенических целей. Некоторых это приводило в недоумение, но производитель изначально задумал совместить эти два процесса.
Бумага картон гофрированного типа изготавливается из относительно дешевого сырья - соломы. Прочность достигается за счет сложенного гармошкой слоя, расположенного между двумя листами картона. Таким образом, давление, оказываемое весом предметов, рассредоточивается за счет упругого слоя, устойчивого к деформациям. Но такой картон имеет видимые включения волокон, из-за пористой текстуры коробки из него деформируются под воздействием воды, хотя во всех остальных случаях они очень удобны для транспортировки.
Для упаковки пищевой продукции используется технология "Тетра Пак". Внутренний слой пакета, контактирующий с влажной средой, покрыт тонким слоем пищевой фольги. А внешний является ярким картоном с глянцевой поверхностью, на который нанесены название, состав и прочее.
Перспективы
Бумажные носители информации отживают свой век. Несмотря на то что чтение все еще очень популярно, бумажные книги, журналы и газеты покупаются все реже. Происходит их постепенное вытеснение электронными аналогами.
Показания измерительных приборов все чаще хранятся в электронной форме. Да и документы проще создавать в цифровом виде, а затем подтверждать их подлинность с помощью сертификатов.
А вот применение бумаги в качестве упаковочного материала постоянно растет: коробки, различные упаковки, оберточная бумага....
Во всех отраслях, где использование материального носителя будет дешевле, бумага найдет свое место. Также не стоит забывать о ее применении в художественной сфере. Несмотря на очевидное преимущество компьютерной графики, картины, украшающие интерьер, в большинстве случаев все же пишутся на бумаге или холсте.
И хотя бумага уходит из некоторых сфер жизни, она все еще остается весьма востребованной в других.
Для изготовления бумаги и картона применяют два типа бумагоделательных машин: плоскосеточные и круглосеточные. Первые используются для производства бумаги, вторые -- картона. Основное отличие машин состоит в том, что в плоскосеточных машинах формирование бумажного полотна осуществляется на движущейся горизонтальной сетке, а в круглосеточных -- полотно формуется на вращающейся цилиндрической сетке.
Размол полуфабрикатов . Размолом называется процесс специальной механической обработки растительных волокон в присутствии воды, выполняемый в размалывающих машинах--мельницах. Размол является одним из важнейших процессов бумажного производства, позволяющих в широком интервале значений изменять многие свойства бумаги. Производится размол волокон в машинах непрерывного действия (в конических, цилиндрических и дисковых мельницах). Общим для размалывающих аппаратов является то, что, работа их основана на принципе скрещивающихся ножей и трущихся поверхностей.
Проходя между ножами размалывающих машин, волокна подвергаются воздействию механических и гидродинамических сил, приводящему к протеканию сложных физико-химических и коллоидных процессов в структуре волокон. В результате происходят некоторое укорочение волокон (рубка), поверхностное расщепление и расчесывание в продольном направлении структуры клеточной стенки на фибриллы (поверхностное фибриллирование), набухание и гидратация волокон. Волокна становятся более мягкими, повышается их эластичность и пластичность. В процессе фибриллирования ослабляются и разрушаются связи между отдельными фибриллами клеточной стенки волокон. На поверхности фибрилл образуется «начес» тонкого пухообразного материала, состоящего из целлюлозных молекул. В результате увеличивается удельная поверхность, способствующих лучшему контакту и соединению отдельных волокон в бумажный лист. Увеличение удельной поверхности волокон повышает их способность удерживать воду.
В зависимости от режима размола можно получать бумажную массу различной степени помола: от низкой (садкая масса) до высокой (жирная масса). Для получения садкой массы размол ведут в режиме, обеспечивающем преимущественно рубку волокон над поверхностным фибриллированием. В процессе формования листа бумаги масса низкой степени помола (садкая) быстро оседает на сетке, легко обезвоживается и образует рыхлую и пористую структуру листа. Для высокой степени помола массы (жирная масса) характерно преобладание фибриллированных волокон с хорошо разработанной поверхностью, которые труднее обезвоживаются на сетке бумагоделательной машины и образуют плотную, сомкнутую и прочную структуру листа. Характер помола массы выбирают в зависимости от вида и качества вырабатываемой бумаги и картона.
Прочность бумаги характеризуется рядом показателей: сопротивлением разрыву, излому, продавливанию, надрыву и раздиранию, для каждого вида и сорта бумаги имеющим определенное значение, и в общем зависит от прочности волокон, их длины, прочности связи между волокнами и структуры бумажного листа.
Лист бумаги при испытании разрывается по наиболее слабому месту. Этим слабым местом в большинстве случаев являются не сами волокна, а связи между ними. При разрыве листа по обе стороны в месте разрыва наблюдается преимущественное вытаскивание волокон из толщи листа, что указывает на разрыв связи между ними. И только часть волокон рвется в поперечном направлении.
Основными факторами, влияющими на качество помола целлюлозы, являются: продолжительность размола, удельное давление между ножами мельниц, концентрация массы, тип размалывающей гарнитуры, окружная скорость ротора или барабана, температура массы при размоле. К управляемым факторам относятся продолжительность, удельное давление, концентрация и температура массы.
Для размола волокнистых полуфабрикатов на предприятиях, вырабатывающих массовые виды бумаги и имеющих большую производительность, применяются дисковые мельницы. Массный размол проводится в однодисковых и сдвоенных мельницах с закрытой камерой, которые обеспечивают производительность до 650 т/сут.
Широкое применение дисковых мельниц обусловлено быстрым развитием производства волокнистых полуфабрикатов высокого выхода. Они вытесняют другие виды размалывающего оборудования (конические мельницы, роллы) благодаря следующим преимуществам: возможности размола при высокой концентрации массы (до 40 %); более низкому удельному расходу энергии; большой единичной мощности и производительности, компактности, простоте конструкции; более широкой области применения (размол целлюлозы, полуфабрикатов высокого выхода, древесной щепы, отходов сортирования древесно-массного и целлюлозного производств); возможности получения более однородной по структуре массы.
Основные рабочие элементы мельницы - статор (корпус) и ротор - выполнены в виде конусов. Внутреннюю поверхность статора и внешнюю поверхность ротора образуют сменные ножевые рубашки. Зазор между ножами статора и ротора регулируется перемещением (присадкой) ротора вдоль его оси при помощи присадочного механизма. При работе мельницы движение массы осуществляется в направлении от малого диаметра ротора к большему. Производительность мельницы но воздушно-сухому волокну 4--16 т/сут, частота вращения ротора 1000 мин- 1 , площадь поверхности соприкосновения гарнитуры ротора и статора 0,40 м 2 .
Проклейка . Назначение проклейки -- придание бумаге или картону ограниченных впитывающих свойств по отношению к воде, чернилам, типографской краске и другим жидкостям и улучшение многих других физико-механических свойств. При неограниченном впитывании (у неклееной бумаги), например, чернил, они будут впитываться в толщу листа бумаги, расходиться и проходить на его обратную сторону. Полное отсутствие впитывающих свойств будет вызывать стекание чернил с поверхности бумаги. Первое и второе явление делают бумагу непригодной для письма и печати. Поэтому процесс проклейки призван обеспечивать для каждого конкретного вида бумаги и картона свою строго определенную впитывающую способность, которая оценивается степенью проклейки.
Различают поверхностную проклейку и проклейку в массе. Поверхностную проклейку осуществляют нанесением крахмального или животного клея на поверхность готовой бумаги. Применяется она для производства некоторых специальных высокосортных видов бумаги - документной, чертежной, картографической и др. Подавляющее большинство видов бумаги и картона проклеивается введением проклеивающих веществ в бумажную массу перед отливом бумажного листа, т. е. проклеивается в массе. Для проклейки в массе применяют гидрофобные (водоотталкивающие) вещества, а процесс проклейки все чаще называют гидрофобизацией бумаги или картона. Основным гидрофобизующим веществом является канифоль, выделяемая из смолы хвойных древесных пород.
На многие предприятия проклеивающие вещества поступают в виде готового клея - клея-пасты (это сваренный клей, но еще не разведенный водой). После разбавления водой до требуемой концентрации он готов к применению. Это исключает необходимость иметь на предприятии клееварочное отделение, и, что важнее, клей всегда получается стабильным и высококачественным. В перспективе планируется все предприятия перевести на использование клея-пасты, поставляемого централизованно с нескольких клееварочных заводов.
Наполнение . Под наполнением бумаги понимают введение в композицию бумаги минеральных веществ-наполнителей для улучшения ее качества и экономических показателей. Введением наполнителей в композицию бумаги достигаются следующие цели: снижается себестоимость производства бумаги, так как стоимость наполнителя ниже стоимости волокон, часть которых заменяется наполнителем; повышается белизна бумаги, поскольку почти все наполнители имеют более высокую степень белизны, чем волокна; существенно увеличивается гладкость поверхности бумаги за счет заполнения частичками наполнителя пор и неровностей между волокнами на шероховатой поверхности листа; уменьшается непрозрачность бумаги, что дает возможность писать и печатать с обеих сторон листа; улучшается равномерность просвета; увеличивается мягкость и пластичность - бумага меньше «шумит» при перелистывании; снижается объемная масса, пористость и, следовательно, впитываемость типографских красок и т. п.
По зольности бумагу делят на четыре группы: бумага с естественной зольностью -- фильтровальная, электроизоляционная, основа для фибры и пергамента, жиронепроницаемая; наполнители не вводятся.
Ш бумага малозольная (с зольностью до 5%)--газетная, мундштучная, обойная и др.; в этих видах бумаги важно сохранить механическую прочность, поэтому повышение содержания наполнителей, существенно снижающих механические показатели бумаги, нецелесообразно;
Ш бумага средней зольности -- писчая с зольностью до 6--8%, некоторые виды бумаги для печати с зольностью до 15%; в эти виды бумаги наполнитель вводится в ограниченных количествах;
Ш бумага высокозольная (зольность свыше 15%) -- это типографская, для глубокой печати и др.; для этих бумаг важно иметь хорошие печатные свойства и высокую непрозрачность, поэтому содержание наполнителя в них большое.
Общим недостатком введения наполнителей является заметное снижение механической прочности и степени проклейки бумаги. Кроме того, с увеличением содержания наполнителей в большей степени обнаруживается пылимость бумаги -- явление отделения от поверхности бумаги мелких волокон, частиц наполнителя, проклеивающих веществ. Этот эффект резко ухудшает качество печати -- бумажная пыль прилипает к печатной форме, забивает набор и клише.
Аккумулирование. Приготовление бумажной массы проводят в размольно-подготовительном отделе. Потоки волокнистых, наполняющих, проклеивающих, окрашивающих и других материалов, составляющих композицию данного вида будущей бумаги, направляются в дозатор или составитель композиции, где они непрерывно и строго дозируются в заданном соотношении, а затем поступают в мешальный бассейн. В этом бассейне масса тщательно перемешивается и аккумулируется (накапливается).
Рафинирование (очистка). Рафинирование бумажной массы производится перед ее подачей на машину в аппаратах непрерывного действия -- конических и дисковых мельницах. В процессе рафинирования бумажной массы происходит выравнивание степени помола массы, устранение пучков волокон и некоторый подмол массы. Для этого мельницы устанавливают после машинного бассейна непосредственно перед бумагоделательной машиной.
Выпуск массы на бумагоделательную машину. По выходе из машинных бассейнов масса при концентрации 2,5-- 3,5 % дозируется и направляется на бумагоделательную машину. Перед поступлением на машину она разбавляется оборотной водой, очищается от посторонних загрязнений, а также от узелков и комочков. Для поддержания постоянной массы 1 м 2 вырабатываемой бумаги необходимо, чтобы в единицу времени на сетку машины поступало одно и то же количество массы, при этом скорость машины должна быть постоянной. Скорость машины изменяют при переходе на выработку другого вида бумаги.
На современных бумагоделательных машинах массу 1 м 2 вырабатываемой бумаги поддерживают постоянной автоматическими регуляторами. На бумагоделательную машину массу подают с помощью насоса и ящика постоянного напора. Масса, поступающая на бумагоделательную машину, разбавляется водой в смесительном насосе. Разбавление необходимо, во-первых, для последующей очистки массы, так как из густой массы трудно удалять загрязнения, и, во-вторых, для лучшего формования бумаги на сетке бумагоделательной машины.
Формирование бумажного листа на сетке бумагоделательной машины. Бумажная масса, разбавленная до необходимой концентрации и очищенная от посторонних включений, поступает в напорный ящик бумагоделательной машины. Необходимая степень разбавления массы для отлива бумаги на сетке бумагоделательной машины зависит от массы 1 м 2 бумаги, рода волокна и степени помола массы. Формирование бумажного листа на сетке бумагоделательной машины. Бумажная масса, разбавленная до необходимой концентрации и очищенная от посторонних включений, поступает в напорный ящик бумагоделательной машины. Необходимая степень разбавления массы для отлива бумаги на сетке бумагоделательной машины зависит от массы 1 м 2 бумаги, рода волокна и степени помола массы
Напуск массы на сетку . Эта операция осуществляется при помощи напускного устройства -- напорного ящика. Для нормальной работы машин при скоростях 450--500 м/мин требуется напор массы в напорном ящике 2,5--3 м, при скорости 600 м/мин -- около 4,2 м и т. д. Напускное устройство обеспечивает напуск бумажной массы на бесконечную сетку, движущуюся в направлении от грудного к гауч-валу, с одинаковой скоростью и в одинаковом количестве по всей ширине сетки. Напуск массы осуществляется почти параллельно сетке без всплесков. Скорость напуска массы на сетку должна быть на 5--10 % ниже скорости сетки. Если скорость массы значительно отстает от скорости сетки, то увеличивается продольная ориентация волокон (ориентация в машинном направлении) и прочность бумаги в продольном направлении.
Формирование бумажного листа (отлив). Формирование, или отлив, бумажного листа представляет собой процесс объединения волокон в листовую форму с созданием определенной объемной капиллярно-пористой структуры. Этот процесс осуществляется на сеточной части бумагоделательной машины постепенным и последовательным удалением воды из бумажной массы (обезвоживанием). Режим обезвоживания, начинаемый в начале сеточного стола и заканчиваемый сушкой бумаги в сушильной части, на всех этапах технологического процесса оказывает существенное влияние на качество бумаги и производительность машины.
Прессование . После сеточной части бумажное полотно поступает в прессовую, состоящую обычно из нескольких прессов, на которых оно последовательно обезвоживается до сухости 30-- 42 %. Для интенсификации обезвоживания полотна в прессовой части применяют прессы с желобчатыми валами и повышенным линейным давлением между ними. Важное значение для обезвоживания полотна имеют надлежащий подбор сукон и их кондиционирование. Бумажное полотно, сформованное в сеточной части, автоматически вакуум-пересасывающим устройством передается на сукно прессовой части. Современные конструкции комбинированных многовальных прессов обеспечивают прохождение бумаги без свободных участков (участков, где полотно бумаги не поддерживается сукном), что позволяет осуществить безобрывную проводку бумаги в прессовой части.
Сушка . В сушильной части бумагоделательной машины бумажное полотно обезвоживается до конечной сухости 92--95 %. В процессе сушки удаляется 1,5--2,5 кг воды на 1 кг бумаги, что примерно в 50--100 раз меньше, чем на сеточной и прессовой частях машины. При сушке одновременно происходит дальнейшее уплотнение и сближение волокон. В результате повышается механическая прочность и гладкость бумаги. От режима сушки зависят объемная масса, впитывающая способность, воздухопроницаемость, прозрачность, усадка, влагопрочность, степень проклейки и окраска бумаги.
Бумажное полотно, проходя по сушильным цилиндрам, поочередно соприкасается с нижними и верхними цилиндрами то одной, то другой своей поверхностью. Для лучшего контакта между цилиндрами и бумагой и облегчения заправки применяют сушильные сукна (сетки), охватывающие сушильные цилиндры примерно на 180°.
Сушка бумаги на сушильном цилиндре состоит из двух фаз: на нагретой поверхности цилиндра под сукном и на участке свободного хода, т. е. когда бумажное полотно переходит с одного цилиндра на другой. В первой фазе, под сукном, испаряется основное количество влаги: на тихоходных машинах до 80--85 %, на быстроходных до 60--75 % всей влаги, испаряемой в сушильной части машины. Во второй фазе, на участках свободного хода влага испаряется с обеих сторон бумаги за счет тепла, поглощенного бумагой в первой фазе сушки. При этом бумага в зависимости от скорости машины претерпевает понижение температуры на 4--15°. При падении температуры снижается скорость сушки, особенно на тихоходных машинах, так как на них падение температуры полотна бумаги больше, чем на быстроходных. С повышением скорости машины количество испаряемой воды на участке свободного хода бумаги увеличивается. С уменьшением количества воды в бумажном полотне интенсивность сушки на свободном участке понижается.
Температуру сушильных цилиндров повышают постепенно, что способствует улучшению качества бумаги и завершению процесса проклейки. В конце сушильной части температуру поверхности цилиндров снижают, так как высокая температура при небольшой влажности бумаги действует на волокна разрушающе.
Отделка. После сушки бумажное полотно с целью уплотнения и повышения гладкости проходит через машинный каландр, состоящий из расположенных друг над другом 2--8 валов. Полотно, огибая поочередно валы каландра, проходит между ними при возрастающем давлении. Современные машинные каландры снабжаются механизмами прижима, подъема и вылегчивания валов. Нижний вал и один из промежуточных выполняются с регулируемым прогибом, что позволяет применять высокие давления в захватах валов при сохранении равномерности давления по ширине полотна. Пройдя каландр, бумажное полотно непрерывно наматывается на тамбурные валы в рулон диаметром до 2500 мм. Перезаправка с одного тамбурного вала на другой осуществляется при помощи специальных механизмов и устройств.
После бумагоделательной машины бумага поступает на продольно-резательный станок и далее к упаковочной машине. Для получения более высоких показателей плотности, гладкости и лоска большинство видов бумаги для печати, писчей и технической пропускают через суперкаландр. Готовую бумагу разрезают на рулоны или листы. Последние считают и упаковывают. Рулоны также упаковывают и отправляют на склад. Некоторые виды бумаги (конденсаторная, мундштучная, для телеграфной и кассовой лент и др.) разрезают на узкие ленты и наматывают в бобины (узкие рулончики).
Избыток оборотной воды направляют в улавливающую аппаратуру, откуда уловленные волокна используются в производстве, а осветленная вода идет в сток. Бумажный брак с бумагоделательной машины, суперкаландра, станков, разрезающих бумагу, ее перематывающих и упаковывающих, идет на переработку и в виде волокнистой массы используется для изготовления бумаги.