Сваркой называют технологический процесс получения неразъемных соединений из металлов, сплавов и других однородных или разнородных материалов в результате образования атомно-молекулярных связей между частицами соединяемых заготовок. С помощью сварки можно соединить между собой детали из различных металлов и сплавов, керамических материалов, пластмасс
Применяют большое число разновидностей сварки. В зависимости от агрегатного состояния металла в месте соединения во время сварки их подразделяют на сварку давлением, осуществляющую с приложением давления в холодном или в подогретом состоянии, сварку плавлением, при которой соединение получают расплавлением соединенных поверхностей.
Сварку производят на машинах, состоящих из источника тока (понижающего трансформатора), прерывателя тока и механизмов зажатия и т.д. По виду получаемого соединения контактную сварку подразделяют на стыковую, точечную и шовную.
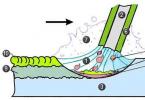
Сварка плавлением. При сварке плавлением силы межатомного взаимодействия возникают между материалами двух свариваемых заготовок, находящихся в месте соединения в жидком состоянии до получения неразъемного соединения. Кромки свариваемых заготовок расплавляют с помощью мощного источника теплоты; расплавленный металл образует общую сварочную ванну, смачивающую полуоплавленную поверхность соединяемых элементов. В процессе расплавления устраняются все неровности поверхностей, органические пленки, адсорбированные газы, оксиды и другие загрязнения, мешающие сближению атомов. После удаления источника нагревания жидкий металл остывает, начинается кристаллизация и образование сварного шва, соединяющего заготовку в единое целое. В зависимости от типа выбранного источника теплоты сварку плавлением можно подразделять на электролитную плавлением, электронно-лучевую плавлением, ацетило-кислородную и т.д.
Электрическая дуговая сварка является одним из самых распространенных способов сварки плавлением. К свариваемым заготовкам и к электроду подводится постоянный или переменный ток от специального источника тока и возбуждается электрическая сварочная дута - стабильный электрический разряд в ионизированных парах или газах. Дуговую сварку можно выполнить плавящимся и неплавящимся электродами В качестве плавящего электрода применяют металлический стержень идентичного по составу металлам свариваемых заготовок. При ручной дуговой сварке сварщик возбуждает дугу, поддерживает ее горение, опускает электрод по мере его плавления и перемещает электрод вдоль сваривариваемых заготовок. В качестве электродов применяют прутки из сварочной проволоки, покрытые специальным составом. Существует автоматическая, полуавтоматическая сварка штучными электродами.
Пайка это технологический процесс соединения металлических заготовок без расплавления посредством введения между ними расплавленного промежуточного металла-припоя. По особенностям пронес технологии пайку можно разделить на капиллярную, диффузионную, контактно-реактивную, реактивно-флюсовую сварку.
Способы пайки классифицируют в зависимости от используемых источников нагрева. Наиболее распространенными являются пайка в печах, паяльниками, индукционная сопротивлением, погружением, радиационная, горелками, электронагревательными металла
Безопасность труда при сварке, наплавке, речке, напылении и пайке металлов.
Опасные и вредные производственный факторы.
При выполнении сварки, наплавки, резки, напылении и пайки металлов па работающих могут воздействовать вредные и опасные производственные факторы. I
вредным производственным факторам относятся: повышенная запыленность и загазованность воздуха рабочей зоны, ультрафиолетовое, видимое и инфракрасное излучение сварочной дуги, а также инфракрасное излучение сварочной ванны и свариваемых изделий; электромагнитные поля, ионизирующие излучения; шум, ультразвук; статическая нагрузка на руку.
При сварке, наплавке, речке и напылении в зону дыхания работающих могут поступать сварочные аэрозоли, содержащие в составе твердой фачы окислы различны металлов (марганца, хрома, никеля, меди, титана, алюминия, железа, вольфрама и др.).их окислы и другие соединения, а также токсичные газы (окись углерода, озон, фтористый водород, окислы азота и др.), при пайке - аэрозоль флюсов и припоев, содержащий свинец, кадмий, цинк, олово, углеводороды, окись углерода и др. Количество и состав сварочных аэрозолей, их токсичность зависят от химического состава сварочных материалов и свариваемых металлов, вида технологического процесса. Воздействие на организм выделяющихся вредных веществ может явиться причиной острых и хронических профессиональных - заболеваний и отравлении.
При отсутствии защиты возможны поражения органов зрения (электроофтальмия, катаракта и т. п.) и ожоги кожных покровов Отрицательное воздействие на здоровье может оказать инфракрасное излучение предварительно подогретых изделий, нагревательных устройств (нарушение терморегуляции, тепловые удары).
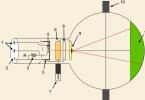
При контактной сварке работающие могут подвергаться воздействию переменных магнитных полей, а при высокочастотной сварке - электромагнитных полем. При работе электронно-лучевых установок, проведении гамма- и рентгеновского просвечивания сварных швов, использовании торированных вольфрамовых электродов возможно воздействие на работающих ионизирующих излучений.
Источниками повышенного шума являются плазмотроны, пневмоприводы, генераторы, вакуумные насосы и т. д.. а ультразвука - ультразвуковые генераторы, рабочие органы установок и т. д.
При ручных и полуавтоматических методах сварки, резки, наплавки и пайки имеет мест статическая нагрузка на руки, в результате чего могут возникнуть заболевания нервно-мышечного аппарата плечевого пояса.
К опасным производственным факторам относятся воздействие электрического тока, искры и брызги, выбросы расплавленного металла и шлака; возможность взрыва баллонов и систем, находящихся под давлением; движущиеся механизмы и изделия.
Неправильная эксплуатация электрооборудования может привести к поражению электрическим током. Применение открытого газового пламени, струй плазмы, наличие искр, брызг расплавленного металла и шлака при сварке и резке не только создают возможность ожогов, но и повышают опасность возникновения пожара. Опасность создают использование при сварке и резке горючих газов и кислорода, а также эксплуатация сосудов, работающих под давлением не равным атмосферному.
При выполнении сварочных работ на высоте и отсутствии соответствующих предохранительных средств и ограждений возможно падение работающих. Движущиеся машины, механизмы изделия при отсутствии защитных устройств могут привести к травмированию работающих.
Организация охраны труда сварщиков на строительной площадке
Светлана СТАСЕНКО
специалист поохране труда ООО "Авиакомпания “ЭйрБриджКарго”" (Москва)
Ключевые проблемы
· Документы, регламентирующие охрану труда сварщиков
· Опасности сварочных работ на стройплощадке и их последствия
· Как бороться с нарушениями охраны руда сварщиков
Несмотря на развитие применяемых технологий в производстве, на протяжении многих, многих лет профессия сварщика была и остается одной из самых востребованных. В последние годы обозначилась тенденция активного освоения данной профессии женщинами.
Повышенные требования к охране труда сварщиков связаны с вредными факторами, которые сопутствуют их деятельности. Регулируют правовые отношения в этой области следующие нормативные акты:
· статья 212 Трудового кодекса;
· Правила по охране труда при выполнении электросварочных и газосварочных работ (утверждены приказом Минтруда России от 23 декабря 2014 г. № 1101н ) (далее – Правила охраны труда сварщиков);
· Технический регламент Таможенного союза ТР ТС 019/2011 «О безопасности средств индивидуальной защиты»;
· ГОСТ 12.0.003-74 «Система стандартов безопасности труда. Опасные и вредные производственные факторы. Классификация»;
· ГОСТ 12.4.103-83 «Система безопасности труда. Одежда специальная защитная, средства индивидуальной защиты рук и ног. Классификация»;
· ГОСТ Р ИСО 11611-2011 «Национальный стандарт Российской Федерации. Система стандартов безопасности труда. Одежда специальная для защиты от искр и брызг расплавленного металла при сварочных и аналогичных работах. Технические требования»;
· ПОТ РО 14000-005-98 «Положение. Работы с повышенной опасностью. Организация проведения»;
· ГН 2.2.5.1313-03 (утверждены постановлением Главного государственного санитарного врача России от 30 апреля 2003 г. № 76 );
· СНиП 12-03-2001 «Безопасность труда в строительстве»;
· ГОСТ 12.1.005-88 .
Кроме того, важно не забывать о пожарной безопасности при сварочных работах. Ее стандарты установлены постановлением Правительства РФ от 25 апреля 2012 г. № 390 «О противопожарном режиме», ГОСТ 12.1.004-91.
Опасности сварочных работ на стройплощадке и их последствия
Представить строительную площадку без сварщика практически невозможно. К безопасности сварщиков предъявляются специфические требования, связанные как с особенностями профессии, так и с особенностями строительства.
В первом случае речь идет об общих вредных и опасных факторах сварки. К ним, как правило, относятся:
· излучения – ультрафиолетовое и инфракрасное;
· вредные вещества, выделяющиеся в процессе работы (газы и аэрозоли);
· яркость слепящего света;
· искры и брызги плавящегося металла.
Напомним, что производственные факторы трудового процесса могут быть опасными или вредными. Их классификация содержится в ГОСТ 12.0.003-74 .
Во втором случае нужно говорить о работе на высоте, в холодную или жаркую погоду, иногда в замкнутых пространствах.
Опасные факторы на сварочных работах
Опасным является фактор, воздействие которого (даже кратковременное) может привести к травме (ч. четвертая ст. 209 ТК РФ ). А сварочные работы относятся к категории повышенной опасности (ПОТ РО 14000-005-98 ).
Видов сварки очень много, но каждый из них постоянно сопровождают сразу несколько опасных факторов. Чаще всего от их воздействия страдают глаза.
Так, высокая интенсивность света, с которым сопряжены любые сварочные работы, приводит к фотохимическому повреждению сетчатки глаза.
Искры и брызги расплавленного металла, получающиеся в результате термического воздействия на металл, могут попасть в глаза, что вызывает тяжелейшие поражения глаз, способные привести к слепоте или травматической потере органов зрения. Поэтому работа сварщика не должна проводиться без применения средств индивидуальной защиты органов зрения.
Однако на практике сварщики настолько привыкают, что слизистая глаз часто воспалена, что иногда при попадании в глаза инородных тел в процессе работы не сразу это понимают. Пытаясь домашними средствами снять воспаление и неприятные ощущения, теряют время и обращаются к врачу через несколько дней.
Особенность стройплощадки в том, что на ограниченном пространстве могут работать сразу несколько сварщиков. Поэтому следует ставить ограждения между ними, чтобы искры от одного не летели в сторону соседей. Такие же ограждения нужны в местах интенсивного движения людей.
Вредные факторы сварщиков
Вредный производственный фактор – это фактор производства, воздействие которого изо дня в день вызывает в нашем организме постепенные изменения (ч. третья ст. 209 ТК РФ ). В итоге они могут привести к возникновению профессионального заболевания.
Концентрация сварочного аэрозоля вокруг сварщика во время выполнения работ очень высокая. В составе их твердой фазы содержатся различные металлы: железо, марганец, кремний, хром, никель, медь, титан, алюминий, вольфрам и др. Кроме самих металлов присутствуют их окислы и другие соединения. Также содержатся газообразные токсические вещества: фтористый водород, тетрафторид кремния, озон, окись углерода, окислы азота и т. д. Поэтому сварочные работы без применения вентиляционных систем не должны проводиться.
Уровень предельно допустимой концентрации (далее – ПДК) вредных веществ на рабочем месте сварщика не может превышать нормативов, установленных:
· ГН 2.2.5.1313-03 ;
· ГОСТ 12.1.005-88 .
Правила по охране труда сварщиков требуют снижать уровень ПДК при помощи различных мероприятий. К ним, в первую очередь, относится обустройство вытяжной вентиляции или местных отсосов воздуха.
На практике некоторые работодатели считают, что системы вытяжки обустраивать не нужно, поскольку большая часть сварочных работ в строительстве происходит на открытом воздухе. Однако получить достоверные данные об уровне вредных веществ позволяют только лабораторные исследования воздуха рабочей зоны. После проведения исследований вполне может оказаться, что даже на открытом воздухе нужно устраивать отсосы воздуха из рабочей зоны сварщика.
Нельзя не отметить также негативное воздействие физических факторов, таких как напряженность электромагнитного поля, шум, ультразвук, локальная вибрация, статические нагрузки на верхние конечности сварщика и др.
Похожая информация.
Опасные и вредные производственные факторы. Опасный производственный фактор - это фактор, воздействие которого на сварщика может привести к травме.
Вредный производственный фактор - это фактор, воздействие которого на сварщика может привести к заболеванию.
Основными опасными и вредными производственными факторами при ручной дуговой сварке покрытыми электродами являются:
· сварочные аэрозоли;
· повышенный уровень оптического излучения в ультрафиолетовом, видимом и инфракрасном (тепловом) диапазонах;
· искры, брызги и выбросы расплавленного металла и шлака;
· повышенная температура шлаковой ванны, материалов, оборудования и воздуха рабочей зона;
· высокое напряжение в электрической цепи;
· физические и нервно-психические перегрузки.
Особо характерным вредным фактором является присутствие в воздухе рабочей зоны сварочных аэрозолей, содержащих токсические вещества. Длительное их воздействие на организм сварщика может привести к возникновению профессиональных заболеваний (пневмокониоз, пылевой бронхит и др.).
Наиболее вредные аэрозоли образуются при сварке высоколегированными электродами, содержащими соединения никеля и хрома. Это необходимо учитывать при выборе средств нейтрализации вредных веществ в системах промышленной вентиляции и индивидуальной защиты органов дыхания сварщиков.
При использовании электродов следует руководствоваться техническими условиями, которые содержат требования по безопасности и защите окружающей среды с перечнем вредных и опасных факторов, а также средств защиты сварщиков и окружающей среды.
При сварке и резке медно-цинковых сплавов и оцинкованных сталей выделяется оксид цинка, действие которого на организм вызывает потерю аппетита, жажду, повышенную утомляемость и сухой кашель, что приводит к приступам лихорадки (озноб, повышение температуры, тошнота, рвота).
При сварке и резке свинца и металла, покрытого свинцовыми красками, происходит выделение оксида свинца, воздействие которого на организм работающего проявляется в виде металлического привкуса во рту, отрыжки, потери аппетита и упадка сил. Через 2,5-3,5 месяца появляются лилово-серая кайма вокруг дёсен и сильные головные боли.
Ручная дуговая сварка сопровождается излучением в ультрафиолетовом, видимом и инфракрасном диапазонах, многократно превышающем физиологически переносимую человеком величину. Интенсивность излучения сварочной дуги и его спектральные характеристики зависят от мощности дуги, способа сварки, вида сварочных материалов.
Электрическая дуга является мощным источником яркого света, ультрафиолетовых, и инфракрасных лучей, воздействие которых на незащищённые глаза в течение 10-20с в радиусе до 1м вызывает сильные боли, слезоточивость и светобоязнь.
Воздействие электрической дуги на кожаные покровы в течение 60-180с вызывает ожог (аналогично продолжительному воздействию солнца), а длительное воздействие на органы зрения приводит к электроофтальмии и катаракте.
Интенсивность инфракрасного (теплового) излучения от свариваемых изделий и сварочной ванны определяется температурой изделий, их габаритами и конструкцией, а также температурой и размерами сварочной ванны. При отсутствии средств индивидуальной защиты воздействие теплового излучения, превышающего допустимый уровень, приводит к нарушению терморегуляции, тепловому удару. Контакт с нагретым металлом может вызвать ожоги.
Напряжённость электромагнитных полей зависит от конструкции и мощности сварочного оборудования, конфигурации свариваемых изделий. Характер их влияния на организм определяется уровнем и длительностью воздействия. Как правило, при ручной дуговой сварке напряжённость магнитного поля незначительна (до 300А/м) и не превышает предельно допустимых уровней.
Источниками шума при дуговой сварке являются сварочная дуга, источники питания, пневмоприводы и др. Уровень шума от сварочной дуги определяется стабильностью её горения. Поэтому при сварке покрытыми электродами и другими сварочными материалами, в составе которых присутствуют элементы - стабилизаторы дуги, уровень шума не превышает допустимого.
Разбрызгивание металла при сварке - также следствие нестабильного горения дуги. При использовании покрытых электродов оно незначительно. Брызги, искры и выбросы расплавленного металла и шлака при отсутствии средств защиты могут быть причиной ожогов кожных покровов, травмирования органов зрения, а также возникновения пожаров.
Опасным для жизни человека считается электрическое напряжение более 42В переменного и 110В постоянного тока при работе в сварочных цехах и 12В - в сырых помещениях, замкнутых металлических объёмах и т.п. Однако эти напряжения являются условными, поскольку опасность поражения электрическим током существенно зависит от индивидуальных особенностей организма и окружающих условий. Наличие даже малых количеств алкоголя в крови резко снижает электрическое сопротивление тела человека. Мокрая или потная кожа обладает гораздо большей электропроводностью, чем сухая.
Статические и динамические физические нагрузки при ручной сварке вызывают перенапряжение нервной и костно-мышечной систем организма. Статические нагрузки зависят от массы сварочного инструмента (электрододержателя, шлангового держателя полуавтомата), гибкости шлангов и проводов, длительности непрерывной работы и рабочей позы (стоя, сидя, полусидя, стоя на коленях, лёжа на спине). Наибольшие физические нагрузки ощущаются при выполнении сварочных работ полусидя и стоя при сварке в потолочном положении или лёжа на спине в труднодоступных местах.
Динамическое перенапряжение связано с выполнением тяжёлых вспомогательных работ: доставка на рабочее место заготовок, сварочных материалов, подъём и переноска приспособлений, поворот свариваемых узлов. Такие нагрузки вызывают утомляемость сварщиков и как следствие ухудшение качества выполнения сварных швов.
Кроме указанных опасных и вредных факторов при ручной дуговой сварке происходит ионизация воздуха рабочей зоны с образованием ионов обеих полярностей. Причиной этого являются электрическая и термическая ионизация в результате электродугового процесса, а также воздействие ультрафиолетового излучения дуги на воздух. Повышенная или пониженная концентрация отрицательно или положительно заряженных ионов в воздухе рабочей зоны также может оказывать неблагоприятное действие на здоровье работающих.
При выполнении электросварочных работ возникают следующие опасные и вредные производственные факторы:
- - повышенная запыленность и загазованность воздуха рабочей зоны;
- - ультрафиолетовое, видимое и инфракрасное излучение сварочной дуги;
- - электромагнитные поля;
- - искры и брызги, выбросы расплавленного шлака и металла.
При отсутствии защиты возможны следующие воздействия на людей:
- - поражение органов зрения (воспаление, электроофтальмия, катаракта и т.п.);
- - ожоги кожных покровов;
- - поражение электрическим током;
- - отравление продуктами сварки.
Возникновение пожаров и взрывов при нарушении требований безопасности.
Для обеспечения безопасного производства работ электросварщики должны обеспечиваться средствами индивидуальной защиты, в число которых входят брезентовый костюм с огнезащитной пропиткой, ботинки и рукавицы (перчатки). Спецодежда и рукавицы должны быть сухими, без следов масла.
Для защиты лица и глаз электросварщики должны обеспечиваться защитными шлемами или щитками и специальными светофильтрами в зависимости от силы сварочного тока.
Вспомогательные рабочие также должны быть обеспечены светофильтрами: при работе в цехах - типа В-2; на открытых площадках - типа В-3 или Г.
При выполнении сварочных работ в условиях повышенной опасности, в том числе в сырых помещениях, электросварщики дополнительно должны обеспечиваться диэлектрическими перчатками, галошами и резиновыми ковриками.
Сварочные посты должны быть оборудованы местной вентиляцией. Сварка внутри замкнутых пространств (цистерн, резервуаров, баков и т.п.) без вентиляции не разрешается, женщины к таким работам не допускаются.
Исходя из негативного воздействия продуктов сварки на людей, при выборе предпочтение следует отдавать тем электродам, при плавлении которых выделяется наименьшее количество сварочного аэрозоля.
Электросварочные работы, так и газосварочные, могут выполняться на установках и оборудовании, отвечающим требованиям безопасности, изложенным в государственных стандартах, Правилах устройства электроустановок, строительных нормах и правилах.
Здесь главный опасный фактор - это возможное поражение людей электрическим током от самих сварочных установок при отсутствии на них или неисправности элементов защиты: световой сигнализации, защитного заземления, ограждения токоведущих частей и т.п.
Поэтому в организации назначаются приказом лица, ответственные за исправное состояние этих установок из числа инженерно-технических работников.
Требования безопасности, предъявляемые к электросварочным установкам, следующие.
Питание электрической дуги разрешается производить только от сварочных трансформаторов, генераторов и выпрямителей. Непосредственное питание сварочной дуги от силовой, осветительной и контактной сети не допускается.
Сварочное оборудование (трансформаторы, генераторы и др.) подключать к силовой сети и отключать от нее необходимо с помощью контактора или специального выключателя.
На участках, где применяются передвижные электросварочные установки, устанавливаются рубильники закрытого типа, предназначенные для подключения сварочных агрегатов. Длина между питающей сетью и передвижным сварочным агрегатом не должна превышать 10 м.
Для подвода сварочного тока к электродержателям необходимо применять изолированные гибкие кабели, рассчитанные на надежную работу при максимальных электрических нагрузках.
Сечение проводов выбирается в зависимости от силы сварочного тока.
Металлические части электросварочного оборудования, не находящиеся под напряжением, а также свариваемые изделия и конструкции на все время сварки должны быть заземлены.
Перед проведением электросварочных работ на машинах, имеющих резиновые колеса, машину, а также корпус переносного трансформатора необходимо надежно заземлять.
При выполнении электросварочных работ в условиях повышенной опасности заземляют металлические части оборудования и зажим вторичной обмотки трансформатора, идущий к свариваемому изделию, чтобы не нарушалось заземление при пробое изоляции обмоток сварочного агрегата. При этом к клемме обратного провода присоединяется отдельный заземляющий провод, второй конец которого закрепляется к контуру заземления.
Запрещается использовать провода сети заземления, трубы санитарно-технических сетей (водопровод, газопровод и др.), металлические конструкции зданий, технологическое оборудование в качестве обратного провода электросварки (п. 9.36 СНиП 12-03-2001).
Для безопасного ведения электросварочных работ применяется устройство автоматического отключения напряжения холостого хода. Оно позволяет при разрыве электрической дуги создать в цепи безопасное напряжение - 12 В.
Подключение и отключение от сети электросварочных агрегатов, наблюдение за их исправным состоянием в процессе эксплуатации должны осуществляться аттестованными электромонтерами.
При выполнении временных электро- и газосварочных работ необходимо подготовить рабочее место или площадку, т.е. очистить от мусора, оснастить средствами пожаротушения, обеспечить плотный контакт обратного провода от сварочной установки (агрегата) со свариваемой конструкцией или её деталями. Обратный провод должен иметь надёжную изоляцию для исключения возникновения напряжения шага на поверхности земли или токопроводящего пола.
Если работы выполняются на высоте, то рабочее место должно иметь ограждение.
Вблизи рабочего места или площадки, на которых выполняются эти работы, не должны находиться посторонние люди.
При резке элементов конструкций должны быть приняты меры против случайного обрушения отрезанных элементов.
При выполнении работ на аппаратах, сосудах, содержащих горючие или вредные газы или электротехнических установках необходимо предварительно получить разрешение от эксплуатирующей организации и оформить наряд-допуск.
Сварка и сопутствующие ей факторы, опасные для здоровья человека
В настоящее время наибольшее распространение получили следующие виды сварки.
1. Газовая сварка — процесс соединения металлических деталей за счет локального нагрева места соединения пламенем газовой горелки. Высокая температура пламени достигается применением смеси горючего газа (пропан, ацетилен) с кислородом. Возможен и обратный процесс газовая резка. Тот или иной режим достигается увеличением расхода газовой смеси и соотношения газов в ней.
2. Дуговая электросварка — электросварка распространена не менее широко, чем газовая. При электросварке используется тепловое действие электрической дуги, возникающей между свариваемыми металлическими деталями и электродом. Различают следующие основные виды электросварки.
2.1. Дуговая электросварка металлическим электродом.
При этом виде сварки электрод плавится и расходуется постоянно, образуя сварочный шов. Дуговая сварка металлическим электродом — наиболее распространенный вид сварки, применяемый при ремонтных, строительных и других работах.
2.2. Дуговая электросварка вольфрамовым электродом в среде инертного газа.
При этом виде сварки вольфрамовый электрод служит только для образования и поддержания дуги, сам не плавится и не расходуется, так как вольфрам-тугоплавкий металл. Сварка вольфрамовым электродом применяется для соединения между собой деталей из алюминия и специальных сортов стали.
2.3. Дуговая электросварка металлическим электродом в защитных средах.
При этом виде сварки металлический электрод плавится и расходуется. Защитная среда может быть как инертной (аргон) или активной (углекислый газ). Качество сварочного шва при этом способе выше, чем при сварке металлическим электродом в воздухе, поэтому дуговая сварка металлическим электродом в защитных средах широко применяется в ответственных случаях.
Любой сварочный процесс всегда сопровождается рядом факторов, представляющих опасность для здоровья как сварщика, так и людей, находящихся вблизи во время сварки. Особенно опасна по воздействию на человека электрическая дуга, так как интенсивность её излучения очень высока. При любом виде сварки в той или иной мере присутствуют следующие вредные факторы:
- ультрафиолетовое излучение;
- слепящая яркость видимого света;
- инфракрасное излучение:
- искры и брызги расплавленного металла;
- вредные вещества, выделяющиеся в процессе сварки в виде аэрозолей и газов (зависят от вида сварки, вида электрода, вида выполняемых работ и свариваемых материалов).
УФ-излучение не воспринимается глазом человека и поэтому опасно вдвойне. УФ-излучение прежде всего действует на глаза, вызывая повреждение роговицы, хрусталика и сетчатки. При незначительном содержании ультрафиолета (при естественном солнечном освещении, например) он поглощается хрусталиком и внутриглазной жидкостью и практически не достигает сетчатки. При сварке интенсивность УФ-излучения значительно превышает естественный уровень и поэтому часть его достигает сетчатки глаза, вызывая фотохимические повреждения. Сетчатка имеет ограниченную способность к восстановлению и поэтому длительное её облучение приводит к необратимым последствиям и потере зрения. УФ-излучение приводит также к ожогам роговицы глаза и раздражению кожи.
Слепящая яркость видимого света при высокой интенсивности облучения также вредно воздействует на глаза. Особенно опасна синяя часть спектра излучения дуги или газового факела, которая в сочетании с воздействием инфракрасного излучения вызывает фотохимические повреждения сетчатки глаза.
Инфракрасное излучение также, как и ультрафиолетовое, не воспринимается глазом человека. Инфракрасное излучение, особенно длинноволновое поглощается тканями организма человека, вызывая их нагрев, который может привести к ожогам. Сочетание вредного воздействия с излучением в синей части спектра было отмечено выше; в дополнение к этому ИК-излучение снижает пороговые значения воздействия УФ-излучения и тем самым увеличивает вероятность повреждения глаза.
Искры и брызги расплавленного металла представляют опасность как для глаз, так и для кожи, вызывая ожоги, часто очень тяжелые, особенно при попадании в глаза.
Дым и вредные вещества, выделяемые в процессе сварки представляют опасность для органов дыхания, так как при длительном их вдыхании возможны различные заболевания органов дыхания, в том числе профессиональные, или отравления.
Существует единственный способ избежания или резкого снижения воздействия вредных факторов, сопутствующих процессу сварки — правильный выбор и применение средств защиты головы (каски, щитки), глаз (), лица (шитки сварщика) и органов дыхания.