Сегодня в домашней мастерской все чаще появляются современные сварочные инверторы, при использовании которых можно положить качественный шов. Даже новичок сможет быстро обучиться азам того, как правильно варить сваркой.
В этой статье Вы сможете разобрать волнующие начинающего сварщика вопросы. Какие основы сварки нужно знать и что может понадобиться? А также понять значение силы тока в таком виде работ.
В домашних условиях используются два вида : трансформаторные и инверторные. В чем между ними разница и какие есть недостатки и преимущества в этих типах?
Трансформаторные
Исходя из названия, можно понять, что принцип работы таких аппаратов построен на трансформаторе. Электрический ток подается на прибор и в процессе работы повышается его сила. Сам сварочный агрегат не преобразовывает электричество и работает от переменного тока в сети.
Это усложняет обучение и сварочный процесс новичку. В сети напряжение постоянно скачет и, чтобы положить качественный шов, сварщику нужно контролировать свои движения и дугу в частности.
Но большим преимуществом таких аппаратов будет их неприхотливость и живучесть, а также их дешевизна.
Инверторы
Сварочный инвертор намного сложнее трансформатора. Он преобразовывает электрический ток с переменного на постоянный. И опять в переменный, повышая его частоту.
Обучение сварке лучше начать при наличии такого прибора, он более предпочтительный. Дополнительные функции (такие, как антиприлипание и горячий старт) позволяют быстро освоить поджигание дуги и ведение шва. При этом дополнение в виде синергического управления выравнивает электрический ток и сварщику не нужно постоянно контролировать расстояние электрода от свариваемой поверхности.
Сравнение преимуществ и недостатков трансформаторов и инверторов можно рассмотреть в таблице.
Исходя из таблицы, можно понять, что современные инверторы больше подходят для урока по теме сварка для начинающих.
Какие электроды использовать
Часто в самодельных трансформаторных агрегатах не хватает мощности для использования электродов выше третьего номера.
Что нужно знать новичку
Весь сварочный процесс можно провести по такому алгоритму:
- Подготовка поверхности свариваемых деталей.
- Подключение сварочного аппарата и массы.
- Поджигание дуги.
- Сварка.
Стоит знать, что существует три основных вида сварочных швов:
- Горизонтальный. Получается вследствие сваривания деталей в горизонтальном положении. Наиболее простой шов и с него стоит начинать обучение.
- Вертикальный. Детали располагаются вертикально.
- Потолочный. Самый сложный из вариантов и стоит тщательно потренироваться, прежде чем проводить такие сварочные работы.
Итак, как пользоваться сварочным аппаратом?
Подготовка
Две детали нужно хорошо очистить от загрязнения и ржавчины. Также нужно подогнать требуемый размер заранее.
Обязательно стоит уделить внимание одежде. Сварочные работы чреваты брызгами и искрами. Лучше всего - это огнеупорный костюм сварщика, но за неимением такового можно использовать плотную не синтетическую одежду и перчатки.
Обязательно наличие хорошей защитной маски, молотка для сбивания шлака, и защитных очков для глаз.
Подключение
Современные инверторы работают от бытовой сети. Для этого достаточно вставить вилку в розетку.
Кабель массы нужно закрепить к одной из свариваемых деталей. Место, где будет присоединен зажим, желательно зачистить от всякого загрязнения до металла.
Электрод нужно вставить оголенным концом в держатель. Обязательно на аппарате нужно выставить силу тока. Для варки третьим электродом оптимальный показатель в 70 Ампер. Но он может варьироваться. Слишком высокая сила тока будет резать металл, а низкая - не способствует образованию качественной дуги.
Поджигание
В сварочных работах поджигание дуги можно сделать двумя способами: чирканием по поверхности металла или обычным постукиванием.
При чиркании в месте начала сварочного шва концом электрода нужно провести несколько раз по принципу поджигания спички.
Постукиванием кончиком стучат в точке, где начнется сваривание.
Если дуга не зажигается, большая вероятность того, что кабель массы плохо подключен к детали. Также для быстрого поджигания можно плоскогубцами очистить кончик электрода от обмазки.
При постоянном прилипании нужно повысить силу тока, но без особого фанатизма.
 Удобство электросварки в том, что шов можно положить в различных положениях: от себя, на себя, слева направо. Зависит от того, как удобно.
Удобство электросварки в том, что шов можно положить в различных положениях: от себя, на себя, слева направо. Зависит от того, как удобно.
Но, если происходит сваривание вертикальных деталей, то шов обязательно ведут снизу вверх.
После поджигания дуги электрод ведут под углом в 30-60 градусов до поверхности. Расстояние зависит от сварочной ванны, образуемой при плавлении, обычно 2-3 миллиметра.
При движении электродом нужно контролировать несколько параметров:
- Постепенно вести шов выдерживая расстояние от свариваемой поверхности.
- Следить за сварочной ванной и ускорять или замедлять ведение шва.
- Двигать электрод нужно по непрямой траектории, а, например, в виде «елочки».
- Следить за направление сварочного шва.
Для лучшего ведения шва вначале лучше всего наметить место сварки мелом.
Когда процесс завершен, нужно сбить шлак и осмотреть место сварки на предмет зашлакованности шва или пропусков.
Какие могут быть ошибки
Чтобы понять, как правильно пользоваться сварочным аппаратом, нужно также знать основные ошибки, допускаемые при сваривании.
- Если образовался неровный шов, то движение электрода было слишком быстрым.
- В случае образования прожогов (дырок) в металле - была слишком медленная скорость ведения шва.
- Если шов получился плоским и неровным - был неправильно выдержан угол электрода к поверхности (в таком случае угол наклона составлял почти 90 градусов при оптимальных 30-60).
- Когда при сбивании шлака оказалось, что металл не проварен, то в таком случае был слишком маленький зазор между электродом и поверхностью. Такой дефект образовывается от «всплывания» шва.
- Как и в предыдущем варианте, при слишком большом зазоре детали также не проварятся и шов будет непрочным.
Указанное выше - это только основы. Их можно быстро освоить, особенно пользуясь для обучения инверторными аппаратами.
Они, имея функции выпрямления и контроля сварочного процесса, позволяют при минимальных навыках положить качественный шов.
Для сваривания тонкостенных деталей или профильных труб понадобится более тщательный подход к делу. Очень тонкие детали можно сваривать путем наложения стержня электрода, очищенного от обмазки, и варки прямо по нему. Но здесь нужен опыт, так как можно попросту расплавить металл по верху деталей и не обеспечить достаточное крепление.
Сварочные работы по алюминию или других цветных металлов и сплавов требуют использования специальных электродов. Как правило, такие работы проводят с использование защитной среды (аргон или углекислота). Сегодня можно приобрести универсальные сварочные аппараты с возможностью варки таких материалов.
Отдельно от обычных работ по сварке, применяются полуавтоматические агрегаты для работ с тонкостенными деталями. Здесь процесс соединения идет за счет плавления сплошной проволоки.
Также более сложными являются вертикальный и потолочный швы.
Для самостоятельного обучения можно воспользоваться видео и другими материалами. Лучше всего, чтобы уроки сварки дал опытный сварщик, который покажет разные виды швов.
Как научиться сварочным работам самостоятельно. (10+)
Самоучитель начинающего сварщика
Давайте поговорим о такой теме, как сварка. Многих она пугает. Некоторые с благоговением относятся к человеку в черной маске. Кто-то считает, что ему этому научиться вообще не под силу.
Все отчасти правы. Для того чтобы научиться действительно качественно и надежно соединять детали с помощью сварки вам придется потратить немало времени на обучение, изучение основ, практику, дальнейшую теорию и, наконец, накопление опыта. Но не буду вас пугать. Я лет восемь назад думал точно также. Однако необходимость самостоятельно делать сварные соединения в своем хозяйстве подвигла меня на приобретение сварочного аппарата, с которым я поехал к своему отчиму, который работал одно время сварщиком, и сказал: "Учи!". Потом пришлось читать книжки, первые конструкции получались кривыми, швы неоднородными, хрупкими. Но потихоньку пришел опыт - "сын ошибок трудных", и постепенно все начало получаться. И я стал получать удовольствие от процесса. Чего и вам желаю. На сегодняшний день я отнюдь не считаю себя профессионалом, но в прошлом сезоне я уже спокойно собирал серьезную конструкцию немалых размеров. Работал вместе со старым профессиональным сварщиком. Претензий у него к моим швам не было ни разу. Резюмируя вступление, скажу: сварка очень интересный, но и очень сложный процесс, нужный в частном хозяйстве, и на самом деле будет здорово, если вы приобретете необходимые навыки в этом деле. Тогда вам станет многое по плечу. Теперь по порядку. Моя цель - добиться не просто того, чтобы вы взяли детали, сварочный аппарат и что-то как-то сварили, а чтобы у вас возникло понимание процесса и важности всех деталей во влиянии на конечный результат (а их в этом процессе очень много). Мы будем рассматривать исключительно ручную дуговую сварку - самый популярный вид сварки, особенно в быту. По вопросам, требующим вашего понимания, буду отсылать к источникам. Иначе у меня получится не статья, а "роман о сварке".
Что такое сварка?
Итак, что такое сварка, и какие ее виды существуют? Классическое определение сварки такое: "Процесс получения неразъемных соединений посредством установления межатомных связей между соединяемыми частями при их нагревании и (или) пластическом деформировании". Звучит сложно. И, кстати, может относиться не только к металлам, но и к пластику, и к керамике. Но нас интересует сегодня, конечно же, металл, и что же с ним происходит? Тогда капните капельку йода или зеленки в стакан с водой. Вы увидите, как постепенно вода будет окрашиваться. Происходит процесс диффузии. А теперь капните эту же капельку в стакан с горячей водой. Вы увидите, что процесс происходит значительно быстрее. Теперь представьте, что у вас две детали. Они находятся очень близко друг от друга. Они начинают расплавляться с помощью высокотемпературной электродуги. Это очень сложная штука и принцип ее возникновения и жизни непрост. Вы увидите сами, насколько интересен процесс ее горения. Но она нас пока интересует с точки зрения передачи энергии материалу.
Так вот, процесс будет напоминать то, что вы увидели в стакане. Но еще быстрее и сложнее. Металл - плотная структура. Атомы расположены недалеко друг от друга. Под действием нагревания (а оно может происходить и при пластическом деформировании), а именно - под действием т. н. энергии активации - термической или механической, начинает происходить плавление и взаимопроникновение материалов. При правильной сварке в момент охлаждения сварного шва начинает образовываться новая кристаллическая структура металла, которая состоит, как правило, из материалов обеих деталей и примесных металлов и химических веществ, которые привносит плавящийся электрод и его покрытие (бывают и неплавящиеся электроды!). Материал шва, таким образом, будет всегда отличаться от материала соединяемых элементов, но прочность шва обычно не уступает прочности основного металла. Вообще, в процессе такого соединения материалов происходит огромное количество процессов - и физических, и химических. Все их просто невозможно рассмотреть в этом материале.
К сожалению в статьях периодически встречаются ошибки, они исправляются, статьи дополняются, развиваются, готовятся новые. Подпишитесь, на новости , чтобы быть в курсе.
Если что-то непонятно, обязательно спросите!
Задать вопрос. Обсуждение статьи. сообщений.
Сварил каркас для дверного полотна, размер 2,2х1,2 (м). Как правильно приварить лист (толщина 2мм), чтобы его не "потянуло".
Как залить бетоном дорожку, забетонировать площадку....
Как починить, отремонтировать автономную бензо-электростанцию?...
Обзор неисправностей автономной электростанции. Особенности ремонта своими рукам...
Капельная подача печного топлива, отработанного масла, отработки...
Капельная подача топлива в самодельную отопительную горелку на отработке....
Ребра жесткости. Заделка углов. Решетка под матрац в самодельной крова...
Устанавливаем ребра жесткости в самодельной кровати, заделываем углы, изготавлив...
В быту периодически возникает надобность в сварке предметов. Очень часто такая потребность появляется в частном секторе. При большом количестве работ можно обратиться к опытным сварщикам, а при мелких работах лучше применить инверторный сварочный аппарат.
Это наиболее простой, доступный и удобный тип сварки. Он доступен для работы каждому. Для этого необходимо знать принципы работы сварочного процесса.
 Сварка инвертором стала прорывом в сфере сварочных аппаратов, т. к. устаревшие трансформаторы достаточно тяжелые и сложные в применении. Преимущество в том, что при инверторной сварке разбрызгивание происходит меньше, чем при сварке от трансформатора.
Сварка инвертором стала прорывом в сфере сварочных аппаратов, т. к. устаревшие трансформаторы достаточно тяжелые и сложные в применении. Преимущество в том, что при инверторной сварке разбрызгивание происходит меньше, чем при сварке от трансформатора.
Инвертор - сварочный аппарат, позволяющий соединять листы из металла с помощью электрического разряда. Он имеет отличительную особенность: обладает малым весом и максимальными возможностями , благодаря которым ему доступны работы, ранее осуществляемые тяжелыми и сложными устройствами. Вес аппарата зависит от его мощности (от 3 до 7 кг).
Транспортировать можно с помощью ручки или ремня. Охлаждение осуществляется за счет вентиляционных отверстий в корпусе. Этот аппарат потребляет электроэнергию, которая устремляется только на работу дуги , а она осуществляет сам сварочный процесс.
Прибор малочувствителен к перепадам напряжения. При постоянных перепадах следует обратить внимание на требуемое напряжение, которое указано в паспорте инвертора.
На поверхность устройства выведены рукоятки и индикаторы управления :
- включается и выключается тумблером;
- величина напряжения и тока устанавливается ручками на передней панели;
- панель имеет индикаторы, информирующие о подаче питания и перегреве устройства;
- спереди на панели расположены выходы («+" и «-").
Дополнительно в наборе имеются 2 кабеля . Один из них завершается держателем для электрода, а второй имеет зажим в виде прищепки для закрепления изделия. Подключается аппарат через разъем, который находится на задней панели устройства.
Принцип работы
 Инвертор - электронное устройство, работающее от электросети. При включении в работу старых сварочных аппаратов происходит сильный и огромный толчок электроэнергии, в связи с чем возможно отключение света.
Инвертор - электронное устройство, работающее от электросети. При включении в работу старых сварочных аппаратов происходит сильный и огромный толчок электроэнергии, в связи с чем возможно отключение света.
Инвертор же располагает аккумуляционными конденсаторами , накапливающими электроэнергию и обеспечивающими бесперебойную работу сети. Они мягко разжигают дугу инвертора.
Стоит обратить внимание на то, что потребление электроэнергии зависит от диаметра электродов. Чем он больше, тем больше потребление. В связи с этим, чтобы не сжечь бытовые приборы, необходимо перед работой с инвертором рассчитать максимально возможное количество электроэнергии, которое будет расходоваться аппаратом.
Стоит учесть, что для каждого диаметра электрода представлена минимальная сила тока , т. е. при попытке снизить силу тока шов не получится. При повышении же силы тока - получится, но электрод будет быстро сгорать.
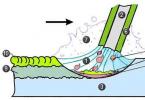
Дуга исходит от соединения металлического участка электрода и свариваемого металла. Электрод и металл начинают плавиться под воздействием температуры дуги . Расплавленные части в ее месте образуют ванну. Расплавляется обмазка электрода, часть которой переходит в газообразное состояние и перекрывает ванну от кислорода. Другая часть обмазки (в жидком состоянии) защищает металл от воздуха во время сварки и в процессе охлаждения.
После сварки и охлаждения металла жидкая часть представляет собой шлак, покрывающий шов с внешней стороны. После остывания шлак удаляется постукиванием молотком.
Электрод в процессе сварки плавится. Чтобы дуга не гасла, нужно выдерживать ее длину , т. е. расстояние между металлом и электродом. Это можно сделать при вводе электрода в место сварки с одинаковой скоростью и ровно по стыку шва.
При короткой дуге (около 1 мм), металл греется на малую по ширине площадь, а шов выходит выпуклый. В точке соединения шва и металла может появиться такой дефект, как подрез (параллельная ямка возле шва). Он снижает прочность шва.
Длинная дуга нестабильна, плохо защищена от воздуха, почти не прогревает металл, и шов выходит неполной глубины. Нормальная величина дуги - от 2 до 3 мм . Постоянный зазор такой величины сформирует нормальный шов, с хорошим проваром.
Для работы со сваркой необходимы следующие защитные элементы:

Необходимо подготовить безопасное место для сварки :
- Свободное пространство, отсутствие всего лишнего.
- Хорошее освещение.
- Работа выполняется стоя на деревянном настиле, который защищает от поражения током.
После этого необходимо настроить сварочный ток (в зависимости от толщины металла и деталей) и выбрать электрод (2−5 мм). Обычно на корпусе прибора указана сила этого тока. Электроды необходимо выбирать, ориентируясь на марку материалов для сварки. Далее подключается клемма массы к свариваемой поверхности.
Для получения надежного и качественного соединения перед началом работы металл следует подготовить . Металлической щеткой удаляется ржавчина с кромок, которые нужно обработать растворителем (бензином, уайт-спиритом). Важно не допустить на кромках наличие жира и лакокрасочных материалов.
Новичкам лучше выполнять шов в виде валика на металлическом листе с большой толщиной. Лист необходимо положить горизонтально на стол. На нем мелом прочерчивается прямая линия для ориентира в работе, по которой будет прокладываться валик. Для начала сварки необходимо поджечь дугу. Сделать это можно 2-мя способами:
- чирканьем;
- постукиванием.
Можно зажечь и удержать дугу обоими способами. Далее идет сам процесс сварки, получается сварочный шов. Накипь металла сверху шва необходимо убрать постукиванием маленьким молоточком или твердым предметом. Умение управлять длиной дуги обеспечит отличный результат.
На красоту шва влияют:
- угол наклона электрода;
- схема поперечных и продольных передвижений;
- скорость движения электрода.
Как варить вертикальный шов
 Сварка таких швов (наклонных и потолочных) - довольно сложный процесс. Это связано с тем, что даже расплавленный металл подвержен закону всемирного тяготения. Его все время тянет вниз, что и вызывает трудности. Начинающим сварщикам нужно будет потратить много времени, чтобы научиться этому.
Сварка таких швов (наклонных и потолочных) - довольно сложный процесс. Это связано с тем, что даже расплавленный металл подвержен закону всемирного тяготения. Его все время тянет вниз, что и вызывает трудности. Начинающим сварщикам нужно будет потратить много времени, чтобы научиться этому.
Существует 3 технологии варки вертикального шва:
- Треугольник. Применяют при соединении деталей толщиной не больше 2 мм. Сварка происходит снизу вверх. Жидкий металл находится сверху застывающего. Он стекает вниз, тем самым закрывая шовный валик. Стекающий шлак не мешает, т. к. он движется по затвердевшей ванне, которая выходит под определенным углом. Внешне сварная ванна похожа на треугольник. В этом способе важно безошибочно двигать электрод для полного заполнения стыка.
- Елочка. Такой вид сварки подойдет для зазоров между заготовками, равными 2−3 мм. По кромке от глубины на себя необходимо электродом расплавить металл на всю толщину заготовки и, не останавливаясь, спустить электрод до зазора. После того как произойдет проплавка, сделать все это по другой кромке. Нужно продолжать от низа до верха сварочного шва. Так получается равномерное расположение расплавленного металла в пространстве зазора. Важно не допустить образования подрезов кромок и подтеков металла.
- Лестница. Такой способ применяется при большом зазоре между соединяемыми заготовками и малом притуплении кромок (или его отсутствии вообще). Сварка осуществляется зигзагообразно от одной кромки к другой снизу вверх. Электрод длительное время останавливается на кромках, а переход производится быстро. Валик будет иметь небольшое сечение.
Полярность при сварке
 Расплавление металла в процессе сварки осуществляется под действием тепла дуги. Она образуется между металлом и электродом при их подключении к противоположным клеммам сварочного устройства.
Расплавление металла в процессе сварки осуществляется под действием тепла дуги. Она образуется между металлом и электродом при их подключении к противоположным клеммам сварочного устройства.
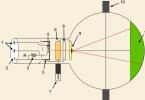
Есть 2 варианта выполнения сварочных работ: прямой и обратной полярности .
- В первом случае электрод подключают к минусу, а металл - к плюсу. Осуществляется пониженное введение тепла в металл. Место расплавления узкое и глубокое.
- Во втором случае электрод подключается к плюсу, а металл - к минусу, происходит пониженное введение тепла в изделие. Место расплавления широкое, но не глубокое.
При выборе сварки необходимо учитывать, что элемент сети, подключенный к плюсу, нагревается больше. На прямой полярности варят толстый металл, а на обратной - тонкий.

Помимо того, что сваркой можно соединять детали, ею можно и разрезать их . Для этого необходимо увеличить силу тока и отрезать деталь или уголки. Только ровно это сделать не получится.
Применяя это руководство, можно постепенно улучшать свои навыки и в дальнейшем без проблем пользоваться инверторной сваркой. Главное в этом деле - практика.
Итак, если Вы новичок в сварке и благодаря ТД «Дока» только что приобрели отличный сварочный аппарат инверторного типа и замечательную маску «хамелеон», тогда это статья для Вас.
Прежде чем приступать к выполнению сварочных работ, хотелось бы поговорить о правилах безопасности при работе со сварочным оборудованием. Не стоит игнорировать данный момент. Настоятельно рекомендуем изучить ПУЭ (Правила эксплуатации электроустановок) глава 7.6 «Электросварочные установки». Будьте уверены, что из этого документа Вы почерпнете много полезной информации не только о правилах безопасности при обращении со сварочным оборудованием, но и о электробезопасности всего Вашего загородного дома, дачи.
Далее Вам определенно потребуется качественные перчатки сварщика (краги) и одежда из негорючего материала. Многие пытаются варить в хозяйственных (садовых) перчатках и иногда даже в одежде без рукавов. Поверьте - ожоги от брызг сварки весьма болезненны и заживают очень долго. Также обязательно застегивайтесь на все пуговицы и одевайте качественную обувь. Особенно памятные случаи были с залетанием раскаленного металла и шлака за шиворот и в сапоги с заправленными в них штанами. Крики, танцы, чудеса ловкости начинающих сварщиков.

 Старайтесь избегать по возможности использование длинных переносок, так как это ведет к существенным потерям мощности сварочных аппаратов. Если вы все же используете такую переноску, разматывайте кабель с катушки до конца.
Старайтесь избегать по возможности использование длинных переносок, так как это ведет к существенным потерям мощности сварочных аппаратов. Если вы все же используете такую переноску, разматывайте кабель с катушки до конца.
Электроды обязательно должны быть просушены, при необходимости прокалены. Вам как новичку и так возможно будет непросто разжигать сварочную дугу, делать это непрокаленными электродами в разы труднее. Режимы (температура и время) прокалки указываются на упаковке электродов. В нашем магазине найдется все для сварки , поэтому если Вы решите купить печь или пенал для прокалки электродов то мы будем рады Вам помочь в выборе.

Маска «хамелеон» должна быть настроена под конкретный вид работы и величину сварочного тока. Обязательно внимательно прочтите паспорт или инструкцию по эксплуатации к сварочной маске. Не начинайте сварку, не убедившись в том, что светофильтр исправен. Некоторые забывают перевести его из положения Grind (зачистка) - получают приличного «зайца».
 Сварочный ток должен быть подобран в соответствии с типом выполняемого сварочного соединения, не забывайте что в нижнем положении он всегда выше на 20-30% чем в потолочном и на 10-20% чем в вертикальном. Ориентировочная сила тока указывается на коробке с электродами.
Сварочный ток должен быть подобран в соответствии с типом выполняемого сварочного соединения, не забывайте что в нижнем положении он всегда выше на 20-30% чем в потолочном и на 10-20% чем в вертикальном. Ориентировочная сила тока указывается на коробке с электродами.
Для новичков желательно начинать варить с рутиловых электродов типа МР3-С.
Не стоит сразу пытаться варить изделие: бак для бани, либо ставить забор и т.д., несмотря на то, что это в общем-то не очень и трудно. Помните, что главным оружием солдата-новобранца является лопата, а начинающего сварщика - угловая шлифовальная машинка, она же «болгарка». Поэтому для того, чтобы свести использование главного орудия к минимуму в дальнейшем, начинать нужно с наложения (наплавки) пробных валиков, чтобы «почувствовать сварку».

Желательно для первых тренировок найти толстую пластину металла достаточного размера. Зачистите болгаркой до металлического блеска поверхность металла и наложите пробный валик в нижнем положении углом вперед без колебаний электрода слева направо если вы правша и справа налево если левша.
Поэкспериментируйте с величиной сварочного тока и манипуляциями электродом.
 Далее наплавляйте валики, производя колебательные поперечные движения. Обычно геометрия манипуляций электродом представляет собой варианты, представленные на рисунке ниже. Валик должен получаться ровным с равномерными чешуйками. Общее правило у профессионалов: сварочный ток должен быть максимально возможным для качественного провара и внешнего вида.
Далее наплавляйте валики, производя колебательные поперечные движения. Обычно геометрия манипуляций электродом представляет собой варианты, представленные на рисунке ниже. Валик должен получаться ровным с равномерными чешуйками. Общее правило у профессионалов: сварочный ток должен быть максимально возможным для качественного провара и внешнего вида.
Старайтесь держать короткую дугу, т.е. электрод должен быть постоянно в 2-3 мм от сварочной ванны, для этого его нужно постепенно плавно подавать в зону сварки, исходя из скорости и величины тока. Это тоже надо прочувствовать.
Клемму заземления или «массу» старайтесь крепить как можно ближе к месту сварки. Электрод зажимайте в держаке плотно. Следите за тем, чтобы огарок был не менее 10 см, не стоит дальше жечь электрод.
Наблюдайте за сварочной ванной. Научитесь отличать металл от шлака. Шлак через сварочную маску, выглядит как темные пятна на солнце.

 После окончания сварки аккуратно обстучите специальным молоточком шлак. Подчеркиваю аккуратно, не стоит долбить со всей дури, случаев попадания не остывшего шлака на открытые участки кожи и в глаза предостаточно, причем, как правило, страдают именно новички. Если у Вас маска «хамелеон» тогда желательно ее вообще не поднимать при данной операции.
После окончания сварки аккуратно обстучите специальным молоточком шлак. Подчеркиваю аккуратно, не стоит долбить со всей дури, случаев попадания не остывшего шлака на открытые участки кожи и в глаза предостаточно, причем, как правило, страдают именно новички. Если у Вас маска «хамелеон» тогда желательно ее вообще не поднимать при данной операции.
Зажигайте сварочный электрод либо легким постукиванием, либо «чирком» как спичку.
Если электрод прилип и после того как вы его оторвали, не зажигается, то необходимо потихоньку обломать обмазку руками, так как в таких случаях обычно сгорает стержень электрода. Если вы будете стучать электродом, что есть мочи, то наоборот обмазка отлетит больше, чем надо и останется голый стержень, и снова вероятность залипания увеличится в геометрической прогрессии.

Также рекомендуем поэкспериментировать с крутилкой Arc Force (форсаж дуги) на сварочном аппарате . Она предназначена для регулировки «жесткости дуги». «Мягкая дуга» обеспечивает малое разбрызгивание при мелкокапельном переносе, а «жесткая» позволяет получить глубокое проплавление сварного шва. Также регулировку Arc Force многие сварщики «в теме» используют для предотвращения залипания электрода. Обычно в таких случаях при начале сварки выкручивают ее на полную, а после розжига дуги возвращают в требуемое положение.

Следующий этап курса молодого бойца - вертикальные валики.
Прихватываем пластину, например к заборному столбу, и пробуем положить вертикальный шов. Направление сварки снизу вверх. Если электроды рутиловые, то сварка производится в «отрыв», иначе сварочная ванна «потечет».
В принципе если Вы успешно выполнили наплавку в вертикальном положении, то можно потихоньку приступать к «заборостроению». Для начинающих любителей этого будет достаточно, а остальному научитесь «в бою».
Но для особо пытливых можно попрактиковаться в горизонтальных и потолочных положениях.
Конечно, мало у кого сразу получится хорошо наплавить валик в потолочном положении, однако это даст Вам пищу для размышлений как формируется сварной шов, как себя ведет металл при сварке и т.д.
Для успешного «заборостроения» необходимо не только владение сваркой, но правильной подгонкой, подготовкой под сварку.
Учтите что при сварке металл всегда «сжимается», также его ведет в ту сторону, с которой вы варите. Учитывайте поводки и стягивание при сварке, так как это может сильно сказаться на размерах Ваших конструкций. Рекомендуем по возможности собирать конструкцию на прихватках, применять специальные приспособления (струбцины и т.д.), далее после этого как следует еще раз проверить размеры и геометрию, а обваривать «намертво» конструкцию в самом конце. Если шов длинный, то настоятельно советую варить его от центра к концам короткими швами «в разбежку», в шахматном порядке, если шов двусторонний. Принцип «семь раз отмерь, один отрежь» - в случае сварочных работ актуален как никогда. Это поможет избежать проблем описанных выше.
Если что-то не получается, не отчаивайтесь - обязательно получится позже. Сварка любит терпеливых и настойчивых, учит быть таковыми. В любом случае, ТД «ДОКА» желает Вам удачи!

Комментариев:
Люди, проживающие в собственном доме, имеющие дачу или хотя бы частный гараж, периодически сталкиваются с необходимостью проведения сварочных работ. Как правило, они пользуются услугами профессиональных сварщиков. Однако многие при желании сэкономить или попросту из интереса варят самостоятельно, используя для этого специализированное оборудование. Если и вы относитесь к таким людям, которые любят делать все самостоятельно, но никогда ранее вам не приходилось работать с электросваркой — бояться не стоит. Всему можно научиться, в том числе и варить электросваркой. Самое главное — ознакомиться с теорией и немного попрактиковаться. И уже очень скоро у вас будут получаться швы не хуже, чем у профессионального сварщика.
Подготовка к работе и выбор электродов
Прежде чем начинать учиться варить электросваркой, следует подготовить требуемые инструменты и защитные принадлежности. Подготовьте следующее:
- маску сварщика;
- защитную одежду и перчатки;
- молоток для удаления шлака;
- электроды;
- щетку по металлу;
- сварочный аппарат.

Защитная одежда должна быть изготовлена из плотного материала.
Перед началом работы запомните одно простое правило: электроды нужно подбирать в соответствии с толщиной металла, а ток выставлять по выбранному электроду. Расчет предельно прост. К примеру, вы используете сварочный трансформатор.
В данном случае на 1 мм электрода будет приходиться порядка 30-40 А. Если же вы будете работать сварочным инвертором, то 3 мм электрода будет соответствовать 80 А. При повышении тока до 100 А уже можно будет резать металл.
Место для проведения сварочных работ должно быть удобным для вас. Особых требований к нему не предъявляется. Обязательно принесите на рабочее место ведро с водой.
Подготовьте все необходимое для работы, а также сами заготовки. Тщательно зачистите места сварочных швов при помощи щетки по металлу. Пока у вас нет опыта, по возможности выставляйте рабочие заготовки при помощи тисков или струбцин.
Для того чтобы разобраться в технологии работы с электросваркой, для начала потренируйтесь на сваривании валиков на плоской площадке. При этом лучше всего применять 3 мм электроды — наиболее ходовой и универсальный вариант.
Не стоит надеяться, что вы сможете научиться варить электросваркой «за 1 электрод». Подготовьте как минимум пачку электродов. Они относительно дешевые, зато вы сможете вдоволь напрактиковаться.
Вернуться к оглавлению
Пошаговая инструкция по работе с электросваркой

Для начала прикрепите зажим массы к рабочей заготовке и вставьте электрод в держатель. Далее, вам нужно будет зажечь дугу. Чтобы все было проще и понятнее, во время работы представляйте, что электрод — это карандаш. Его нужно будет установить под углом порядка 70 градусов к рабочей заготовке. Выбрав оптимальное расположение электрода, проведите по заготовке со скоростью примерно 7-10 см в секунду. Если появился характерный треск и искры — все сделано правильно.
Далее, приблизительно под таким же углом вам нужно будет прикоснуться к рабочей заготовке и сразу же приподнять электрод таким образом, чтобы получился зазор в 3-5 мм. В результате дуга начнет гореть. При этом будет расплавляться как металл заготовки, так и самой дуги. Нужно стараться поддерживать данный зазор и одновременно перемещать электрод по горизонтали.

В случае если электрод начинает прилипать, покачайте им из стороны в сторону, отрывая от заготовки, и повторно зажгите дугу.
Если электрод прилипает, то это явный признак слишком малой силы тока. Следовательно, ее необходимо немного повысить. Практикуйтесь, меняйте силу тока, пока не найдете значение, при котором длина дуги между деталью и концом электрода будет составлять 3-5 мм.
После того как вы научились зажигать дугу и поддерживать ее в устойчивом состоянии, можете учиться наплавлять валик. Зажмите дугу и начинайте плавно двигать электрод по шву сварки, т.е. по горизонтали. Во время такого передвижения нужно делать движения с амплитудой около 2-3 мм, будто бы «подгребая» расплавленный материал к кратеру дуги. Именно так создается красивый шов с еле видимыми волнами наплавленного металла. Шов отличается достаточно высокой надежностью.
Вернуться к оглавлению
Как делать разные швы?
Однако рассмотренный выше шов является не единственным доступным. Перед тем как переходить к изучению разных швов, нужно запомнить, что главным условием качественной сварки является грамотное поддержание и передвижение дуги. Если дуга будет слишком длинной, то расплавленный металл начнет окисляться и азотироваться, его капли разбрызгаются по поверхности, а шов будет иметь пористую структуру.

Принцип сварки электродом.
Движение дуги может осуществляться по 3 главным направлениям. В первом случае совершается поступательное движение вдоль оси электрода. В данном случае длина дуги будет поддерживаться в нормальном состоянии. Она зависит от скорости плавления электрода. По мере его плавления между ним и сварочной ванной будет увеличиваться расстояние. Чтобы это предотвратить, перемещайте электрод вдоль оси. За счет этого дуга будет иметь постоянную длину.
При продольном перемещении электрода по оси шва будет получаться т.н. ниточный сварочный валик, рассмотренный ранее. Толщина такого шва зависит от того, какой диаметр имеет используемый электрод и насколько быстро он перемещается. Ширина валика в большинстве случаев превышает диаметр электрода на 2-3 мм. Валик уже является сварочным швом, однако слишком узким. Для создания прочного соединения его обычно недостаточно. По этой причине, перемещая электрод вдоль оси шва, нужно сделать еще одно движение, но уже поперек.
Получить шов нужной длины можно за счет поперечного движения электрода. В данном случае совершаются возвратно-поступательные колебательные движения. В каждом конкретном случае ширина этих колебаний определяется в индивидуальном порядке. Прежде всего, на нее влияют размер и положение шва, форма разделки, характеристики рабочих материалов, а также требования, предъявляемые к самому сварочному соединению. В большинстве случаев ширина шва не выходит за пределы 1,5-5 диаметров используемого электрода.
При работе с электросваркой подходящее перемещение дуги следует подбирать таким образом, чтобы кромки соединяемых изделий проплавлялись с образованием требуемого количества наплавленного металла и шва заданной формы.