Печатный процесс. Axis Control. Часть 1
В перечне предлагаемых компанией «Гейдельберг» продуктов, позволяющих не только осуществить построение цифрового Workflow типографии, но и в дальнейшем формализовать все процессы и процедуры типографского производства, особое место занимают продукты Prinect, способные упростить и сделать более эффективным и рентабельным процесс печати. Применительно к листовой офсетной печати это Prinect PRESS Center — операционная система с дистанционным управлением подачей краски для печатных машин серии Speedmaster; Prinect Auto Register — система автоматической приводки; Prinect Image Control — колориметрическая система контроля и управления цветом; Prinect Axis Control — интегрированная в Prinect PRESS Center стандартная система спектрофотометрических измерений (рис 1).

В настоящей статье речь пойдет о работе системы Prinect Axis Control в условиях производства.
Никакая автоматизированная система контроля качества печати не может гарантировать качественную печать сама по себе. Измерения, выполняемые системой, и вносимые ею поправки могут приблизить результат к эталонным значениям, но этого недостаточно, чтобы признать его удовлетворительным. Добиться высокого качества печатной продукции — это только половина дела. Важно правильно определить цену этого качества и постараться до минимума сократить затраты на его достижение. Максимальный экономический эффект может быть достигнут только в том случае, когда качество контролируется в интегрированном рабочем потоке. Этот поток охватывает весь процесс производства печатной продукции. Мы будем рассматривать два основных этапа — допечатную подготовку и печать. Обусловлено это тем, что данные процессы уже сегодня могут быть формализованы и стандартизованы в большинстве типографий различного профиля.
Рассмотрение всех процедур по оптимизации печатного процесса будем осуществлять на базе Prinect Axis Control, Prinect Image Control и других систем Heidelberg.
Что необходимо сделать для оптимизации печатного процесса
Основные требования таковы:
1. Для заданных условий печати необходимо определить величину растискивания и с учетом этого отрегулировать процесс изготовления печатных форм.
2. Необходимо добиться стабильной работы машины и установить оптимальные эталонные значения для основных красок. Как минимум раз в год необходима перенастройка всех параметров печатной машины.
3. Провести оптимизацию предварительной подачи краски и характеристических кривых:
- печатные секции необходимо привести в состояние, при котором обеспечивается требуемый уровень предварительной подачи краски до начала печати;
- путем установки необходимой ширины зазоров для красочных зон следует настроить характеристические кривые процесса нанесения краски так, чтобы результат печати соответствовал выбранному стандарту.
4. Провести настройку красочных зон в соответствии с заранее заданными значениями красочного покрытия. Необходимо правильно отрегулировать красочные зоны в соответствии со значениями, которые предоставляет Prinect Prepress Interface или Plate Image Reader.
5. Если осуществлять контроль через Prinect Axis Control, то ручное вмешательство в регулировку красочных зон не допускается, поскольку является помехой для работы системы и приводит к снижению качества цвета.
6. Проверка параметров красочного аппарата. При этом печатник проверяет состояние зеленого индикатора на дисплее Prinect CP2000 Center и минимизирует подачу увлажняющего раствора для обеспечения высокого контраста отпечатка и отсутствия отмарывания.
Когда оптимальные условия печатного процесса достигнуты, необходимо добиться, чтобы величина расхождения фактических цветов с эталонными составляла менее пяти единиц — ΔE < 5. Для этого потребуется отпечатать приблизительно 130 оттисков. Система Prinect Axis Control контролирует цвет при достаточно малой величине расхождения. О величине ΔE подробно рассказывается в статье «Контроль качества в строгом режиме» (см. КомпьюАрт № 9’2009).
Если оказывается, что на первом снятом с машины оттиске величина ΔE > 5, заново проверяется характеристическая кривая, которой обеспечивается подача краски в соответствии с заданным стандартом.
О настройке основных параметров системы контроля (Prinect Axis Control)
На производстве должна быть предоставленная поставщиком калибровочная карта с данными, адаптированными к условиям типографии. Естественно, что первая калибровка выполняется персоналом Heidelberg Service. После этого каждые три месяца требуется повторная калибровка. Правильная установка парамет-ров измерительной процедуры является важным фактором для сравнения результатов, полученных с помощью разных устройств. В процессе калибровки рассматриваются:
1. Источник освещения оттиска:
- D50 — стандартный источник естественного освещения (дневной свет) с красноватым оттенком;
- D65 — стандартный источник естественного освещения с синеватым оттенком;
- A — стандартный источник, соответствующий свету лампы накаливания; имеет красноватый оттенок;
- С — стандартный источник, соответствующий естественному освещению, но при отсутствии ультрафиолетовой составляющей.
Отметим, что в Европе в качестве стандартного источника освещения для полиграфической отрасли принят источник D50.
2. Observer — угол наблюдения. Для параметра Observer можно выбирать между двумя стандартными значениями — 2° и 10°. По умолчанию для офсетной печати принят угол наблюдения 2°.
3. Filter — применение поляризационного фильтра. Для параметра Filter возможен выбор между двумя настройками — polarized и unpolarized.
Поляризационные фильтры удаляют блики, появляющиеся в результате отражения света от поверхности красочного слоя, поэтому при применении фильтра измерение влажных и сухих оттисков дает практически одинаковые результаты. Поляризационный фильтр влияет исключительно на измерение оптической плотности. При измерении значений Lab фильтр не применяется.
В системе Prinect Axis Control, поскольку поляризационный фильтр в ней не установлен, измерения всегда выполняются в режиме unpolarized. Измерив в «неполяризованном» режиме спектральные величины, система выполняет вычисление «поляризованной» плотности.
4. Необходимо выбрать фильтр для измерения плотности, при этом можно выбирать между следующими стандартными фильтрами: DIN 16536 NB, ANSI A, ANSI T. Для работы в Prinect Axis Control рекомендуются настройка DIN 16536 или AnsiT (используется в Северной Америке).
О контрольных шкалах на оттиске
Prinect Axis Control позволяет с помощью команды Service —>Archive—>Color Control Bar Archive создать список наиболее часто используемых шкал, которые можно разделить на два вида:
- для традиционного монтажа используйте контрольные шкалы CPC;
- для цифрового монтажа применяйте шкалы Prinect (рис. 2) или Prinect FOGRA.
Важно отметить, что неиспользуемые шкалы не следует удалять безвозвратно. Их нужно лишь переместить в список unused color control strips . Такие шкалы больше не присутствуют в меню выбора, но в случае необходимости их можно активировать заново.

Для применяемых серии красок и типа бумаги необходимо выбрать красочный набор с подходящими эталонными значениями.
Методика контроля печати при выполнении заказа
Подготовка тиража к печати
Для печатников установлен стандартный алгоритм действий при запуске тиража с применением системы контроля печати, который выглядит следующим образом:
1. Установка формата материала.
2. Назначение краски печатным секциям с использованием буквенных обозначений.
3. Печать 130 пробных оттисков, снять лист. Перед этим необходимо убедиться в том, что красочные аппараты находятся в стабильном режиме.
4. Установка параметров проведения измерений: условия, тип материала, допуск.
5. Измерение белизны бумаги.
6. Назначение эталонного цвета. При этом нужно взять значения из подходящего красочного набора в базе данных или с помощью специальной функции взять значения с образца, то есть значения, полученные путем измерений.
7. Выбор и позиционирование контрольной шкалы. При наличии соединения с Prinect Prepress Interface и получении через него необходимой информации о позиционировании шкалы измерительная головка занимает нужное положение автоматически.
8. Необходимо убедиться в достоверности данных, представленных как в графическом, так и в численном выражении. Если достоверность их вызывает сомнение, еще раз проверить все выполненные настройки!
После двух- или трехкратного применения поправок достигается соответствие фактических цветов эталонным.

Рис. 3. Экран Measurement/Adjustment recommendations. Поправки, вычисленные алгоритмом системы для каждой красочной зоны
на основе величин ΔЕ, характеризуют расхождение между фактическими и эталонными цветами
При печати тиража
Для качественной печати периодически снимаются, измеряются листы и применяются контрольные поправки. При необходимости можно вручную корректировать эталонные значения.
Внесение изменений в процессе печати
При условии тщательного соблюдения правил и рекомендаций дальнейшее приближение фактических цветов к эталонным в процессе печати будет происходить по следующему сценарию.
На первом, подготовительном этапе на пути приближения к эталонному цвету выполняются следующие действия: регулировка предварительной подачи краски, настройка красочного аппарата сначала с помощью характеристической кривой, а затем с помощью заранее заданных для печати данного заказа значений содержания краски. При этом происходит предварительное заполнение красочных аппаратов краской, после чего в течение некоторого времени они стабилизируются. Начало печати возможно только по достижении устойчивого режима.
После тщательного выполнения всех предварительных действий расхождение между фактическими и эталонными цветами (ΔЕ) должно составлять приблизительно 5.

Чтобы снизить величину расхождения до (ΔЕ) до 2, потребуется внести приблизительно три контрольные поправки. После этого величина расхождения для отдельных зон должна оставаться стабильной на протяжении печати всего тиража. При этом необходимо учитывать, что в больших тиражах условия печати подвержены изменениям.
Зоны, находящиеся вне пределов печати, необходимо блокировать, так как для контроля качества они не играют никакой роли. По той же причине следует блокировать зоны, в которых краска присутствует только на контрольной шкале.
Если на первом снятом для измерения листе обнаруживается расхождение ΔЕ>10, при том что предварительная подача краски отрегулирована и выполнена предварительная настройка с помощью данных из Prinect Prepress Interface или Plate Image Reader, то необходимо перепроверить настройки печатной машины. Если имеет место избыточность или недостаточность нанесения краски, следует откорректировать характеристическую кривую и настройки предварительной подачи.
Особую озабоченность должна вызывать избыточность нанесения краски, выявленная при изучении первого снятого листа. Возможно, в таком случае необходимо произвести смывку, перенастроить машину, выбрав другие значения параметров, и запустить печать заказа заново. Красочный аппарат представляет собой заполненный краской резервуар, и снижение уровня подачи краски происходит медленно, особенно при печати заказов с низким цветовым содержанием, поэтому пока не будет достигнут более низкий уровень подачи краски, потребуется отправить в брак немало листов.
Если в репродуцировании эталонной плотности невозможно добиться устойчивости, то, скорее всего, это происходит из-за того, что красочный аппарат не стабилизирован. Это объясняется следующими возможными причинами:
- ранее зоны были отрегулированы вручную;
- изменилась скорость вращения дукторного цилиндра или режим работы раскатного цилиндра красочного аппарата;
- характеристическая кривая компенсации скоростного режима не соответствует изменившейся скорости печати;
- произошло изменение скорости подачи или состава увлажняющего раствора;
- лист был снят преждевременно.
Эталонные значения для красок и бумаг
Красочные наборы
Необходимые для контроля качества эталонные значения хранятся в красочном наборе. Каждый такой набор обязательно содержит данные:
- для белого цвета бумаги;
- для основных красок;
- для поля баланса по серому.
Кроме того, в нем могут содержаться значения Lab для дополнительных красок.
Измерение материала, используемого в текущем заказе, — необходимое условие для контроля качества. На основе измеренного значения производится коррекция колориметрических данных, записанных в этот красочный набор.
В комплекте с Prinect Axis Control поставляются стандартные красочные наборы, обозначенные Heidelberg. Они соответствуют различным сериям красок и предоставляют для них усредненные значения. Таким образом, для достижения качественного результата крайне важно, чтобы для красок и бумаг, используемых в собственном производстве, создавались собственные красочные наборы.
Как создается красочный набор
Открыв базу данных красочных наборов, можно создать копию существующего набора и сохранить ее под новым именем. Причем имя должно быть понятным, например в нем должно отражаться название используемой серии красок.
Затем выбирается класс, соответствующий качеству используемой бумаги. На выбор предлагаются следующие классы бумаг: глянцевая, матовая мелованная, немелованная.
Выбирается лист, который будет служить образцом для снятия эталонных значений. Желательно, чтобы это был свежеотпечатанный оттиск, на который нанесены используемые краски. На этом образце сначала измеряется белый цвет бумаги, затем цвет плашки, а потом, если это необходимо, серое поле. Также нужно измерить белизну бумаги.
Ввод эталонных значений, соответствующих стандарту DIN ISO 12647
Чтобы добиться соответствия печатного процесса требованиям DIN ISO, в красочный набор необходимо внести цвет, который является ближайшим к тому, что определен стандартом. Затем, если необходимо, этот цвет можно откорректировать в процентном соотношении.
Между установленным для красочного набора эталонным значением и значением, зафиксированным в DIN ISO, существует расхождение ΔЕ0. На эту величину уменьшается предельно допустимое расхождение ΔЕ, равное 5.
Цвета дополнительных красок из каталога
Для дополнительных красок существуют коллекции цветов в виде каталогов. Можно напечатать такой каталог, измерить нужный образец и добавить полученное значение в красочный набор.
Для использования цветов-образцов необходимо, чтобы материал, на котором печатается каталог, был точно таким же, как тот, на котором печатается тираж. Кроме того, перед печатью каталога обязательно должна быть измерена белизна бумаги. Вообще, при использовании дополнительных красок рекомендуется печатать образец и вносить данные в красочный набор только после его визуальной оценки. Это дает возможность учитывать отклонения, связанные с принадлежностью краски к разным партиям, а также толщину красочного слоя, нанесенного на бумагу.
Если заказ повторный
Поскольку по техническим причинам измерения всегда проводятся в режиме без поляризационного фильтра, результаты измерений получаются разными в зависимости от того, является ли лист влажным или сухим. Следовательно, контроль качества цвета свежеотпечатанных оттисков с помощью значений, считанных с давнего, сухого оттиска, может сопровождаться некоторыми отклонениями, если сравнивать его результаты с печатью предыдущего заказа.
Изготовление серии отпечатков для определения эталонных значений
Для определения эталонных значений всегда необходимо изготавливать серию отпечатков, чтобы можно было найти такое значение, с помощью которого в поле плашки достигается самое высокое значение плотности, при том что растискивание остается умеренным и поле с 70-процентным тоном не заполняется краской полностью. При соблюдении двух этих условий обеспечивается высокий контраст отпечатков.
Для определения эталонных значений нужно отпечатать несколько листов, поднимая уровень подачи краски от очень низкого до самого высокого, а затем измерить плотность на поле плашки и на поле 70-процентного тона. По формуле Мюррея — Дэвиса вычисляется максимальный контраст печати:
![]() ,
,
где К — контраст печати, выраженный в процентах; Dv — плотность поля плашки; D70 — плотность поля с содержанием краски 70%.
На том листе, где контраст получается самым высоким, подача краски является оптимальной, а следовательно, цвет соответствующей краски является эталонным и его можно занести в красочный набор.
Когда можно менять эталонные значения
Если необходимо, содержащиеся в красочном наборе эталонные значения могут быть изменены, для чего существуют следующие способы:
- изменение эталонных значений при подготовке заказа — непосредственно в процессе подготовки заказа можно вручную изменять эталонное значение плотности, приближая его к идеальному с шагом 0,01. При этом автоматически корректируются соответствующие значения Lab;
- OK sheet — при наличии печатного листа, признанного удовлетворительным после визуальной проверки, что часто происходит при согласовании печати с заказчиком. Данный лист может быть принят в качестве нового стандарта, после чего процесс нанесения краски контролируется уже не с помощью красочного набора и записанных в него значений, а через значения, взятые с этого принятого за эталон листа;
- Zonal transfer — перенос зон. С листа, признанного удовлетворительным, можно выполнять перенос одних зон в другие, что особенно удобно, когда на одном листе размещаются несколько копий одного изображения. Однако необходимо учитывать, что переносится усредненное для выбранных зон значение, а не фактический профиль. Если машина оборудована устройством переворота листа, для двусторонней печати можно использовать функцию Transfer to other side — перенос зон на оборотную сторону;
- для проведения измерений и контроля качества эталонный цвет можно корректировать в процентном отношении. После внесения изменений и подтверждения результат их выводится на дисплей как новое расхождение относительно эталона.


Независимое друг от друга изменение значений плотности и значений Lab невозможно, поскольку значения обоих этих параметров вычисляются из спектральных характеристик света, отраженного от поверхности цветового поля и считанного измерительной головкой.
Если изменяется толщина красочного слоя, то вместе с ней изменяется и коэффициент отражения, что, в свою очередь, приводит к изменению отраженного спектра и соответственно вычисленных из спектральных характеристик значений плотности и Lab. Иногда на листе, который визуально оценивается как удовлетворительный, тем не менее, обнаруживаются серьезные расхождения с эталоном. Причины этого могут быть следующие:
- неверно выбран красочный набор, а следовательно, для контроля качества используются неподходящие эталонные значения;
- на незапечатанной области листа не измерена белизна бумаги;
- неверно заданы параметры измерительной процедуры или неверно выбран класс бумаги.
Методы контроля
Для хроматических красок CMY система Prinect Axis Control предлагает на выбор контроль или плашек отдельных красок, или серого баланса.
При контроле плашек проводятся измерения сплошного тона каждой отдельной краски. Черная краска и все дополнительные краски всегда контролируются по плашке.
Во втором случае баланс красок CMY контролируется с помощью серых полей, запечатанных ахроматическими красками при следующем их содержании: С = 70%, М = 60%, Y = 60%.
Имеются специализированные шкалы (среди них — Prinect 6GS), предназначенные для контроля серого баланса. Они устроены так, что содержат только сплошные поля CMY в ограниченном числе красочных зон.

У контроля качества путем контроля серого баланса есть следующие преимущества:
- в процессе печати тиража обнаруживаются самые малые цветовые флуктуации и сдвиги;
- контролируется цветовой баланс — важнейший фактор, влияющий на визуальное восприятие отпечатка.
Контроль серого баланса выявляет малейшие изменения в параметрах, характеризующих условия печати, процесс нанесения краски и приводку.
Генерирование отчетов и протоколирование
Данный программный модуль дает возможность документировать все случаи внесения поправок. Вместе с вычисленными системой коррекционными значениями записываются даты, вследствие чего соответствующие значения можно загружать по сети. Для применения модуль необходимо лицензировать и активировать.
Описанные нами методики применения Prinect Axis Control, системы начального уровня (она работает только с контрольными шкалами), уже помогают сократить производственные расходы, повысить эффективность производства. В следующей статье мы рассмотрим более сложную систему контроля качества Prinect Image Control, гибкость и возможности которой позволяют интегрировать ее в общий рабочий поток типографии и организовать замкнутую систему управления цветом и качеством.
И.Л. Атовмян, вице-президент группы компаний "Танзор"
Говоря сегодня об оптимизации производства, мы бы хотели рассмотреть различные аспекты, связанные с контролем качества. Ряд российских предприятий уже аккредитован по стандартам ISO 9000, и контроль качества на них строго регламентирован международными нормами. Большинство остальных типографий часто пользуются внутренними нормативами и рекомендациями.
Как нам кажется, задача любой типографии состоит в изготовлении качественной продукции, удовлетворяющей требованиям заказчика. Попробуем сформулировать условия получения качественного изделия.
1. Правильный выбор расходных материалов.
2. Использование качественных расходных материалов.
3. Правильное использование расходных материалов.
Для соблюдения этих условий требуется правильная организация контроля качества. С определенной долей условности можно выделить следующие этапы контроля.
1. Входной контроль расходных материалов и их правильный выбор.
2. Периодический контроль состояния оборудования.
3. Контроль соблюдения технологических норм.
4. Контроль качества готовой продукции.
Кроме задачи получения качественной продукции, контроль материалов и знание их технических характеристик позволяют правильно организовать производство, что ведет к снижению расходов материалов, энергии, а также времени всего производственного цикла. Дополнительное тестирование расходных материалов и полученных оттисков бывает необходимо для решения сложных вопросов, возникающих при печати.
Выбор расходных материалов
Итак, начнем по порядку. Получен заказ, и надо решать, из чего и как он будет выполнен. Следует сразу оговориться, что вне нашего поля зрения остаются вопросы, связанные с выбором и контролем бумаги. Эту, достаточно специфическую, тему, мы оставим для специалистов из компаний, поставляющих бумагу.
С технологической точки зрения изделие можно рассматривать как "слоеный пирог":
Основа (бумага, пленка),
Грунт (может отсутствовать),
Лак (может отсутствовать),
Дополнительная отделка (тиснение, термография и т.д.).
При этом, этот "пирог" должен вести себя как единое целое.
При выборе краски надо учесть, что при лакировке водными и УФ-отверждаемыми лаками (а они используются достаточно часто) нестойкие к щелочам и спиртам пигменты изменяют оттенок краски. Это наиболее часто встречающаяся проблема. Если Вам предстоит работать с УФ-отвержаемыми лаками, то следует помнить, что не все они тиснятся и клеятся. Причем клеить заказчик уже будет позже сам. А использование водного грунта под УФ-лак, как правило, ведет к снижению конечного глянца.
В целом, выбор расходных материалов основывается на знаниях продуктов и опыте технологов.
Входной контроль расходных материалов
Вы остановили выбор на конкретном материале и закупили его. Он сопровождается техническим листом, листом безопасности, сертификатами. В техническом листе можно найти основные параметры продукта при поставке, а также описание по его применению. Значение этих параметров даются в значительном интервале, а конкретные значения для отдельной партии указываются в сертификате анализа, который, как правило, содержит больше данных, чем технический лист. При этом стоит отметить, что характеристики одного и того же продукта могут сильно варьироваться по партиям, не выходя за границы дозволенного.
Входной контроль может осуществляться по большому числу параметров. Сначала рассмотрим те из них, с которыми Вы сталкиваетесь при изучении технического листа.
Вязкость - один из основополагающих показателей расходных материалов. При работе с лаками (кроме масляного) и жидкими красками (флексографскими) для измерения вязкости используются воронки. Значение вязкости определяется в секундах (время, за которое жидкость истечет из заполненной воронки).
Для воронок существует несколько стандартов. Российский ГОСТ 9070-75 - воронка ВЗ-246. Ее аналоги: DIN 4 (DIN 53211-87) и UNE ISO DIN 2431. Для американских продуктов есть соответствующие стандарты: воронка FORD (ASTM D 120087) и ZHAN (ASTM D 4212-93).
Время, требуемое для измерения вязкости с помощью воронки, минимально (2-3 минуты), но данный тест позволяет нам достаточно точно определить один из основных параметров материала. Очень важно отметить, что вязкость сильно меняется с изменением температуры. И если в технических листах приведены данные измерения при 200С или 250С (наиболее часто используемые значения), то контролировать вязкость надо строго при указанной температуре, так как изменение ее даже на 50С ведет к существенному изменению значения вязкости.
Необходимо добавить, что перед измерением вязкости надо хорошо перемешать тестируемый материал, особенно в случае длительного хранения.
Для чего нужен контроль вязкости и на что она влияет? Технологический процесс печати разработан с учетом использования материалов, обладающих вязкостью, величина которой находится в заданном интервале.
Например, слишком жидкий лак будет разбрызгиваться или слишком густой не будет растекаться. Многие материалы при поставке имеют вязкость выше рабочей и требуют доведения до необходимого значения специальным разбавителем, в этом случае контроль с помощью воронки необходим.
Другой пример: нанесение УФ-отверждаемых лаков на валковой системе. В этом случае оптимальная вязкость лака для работы составляет около 20"" по воронке DIN 4. Для доведения лака до оптимальной вязкости используется подогрев (ни в коем случае не разбавление органическими растворителями), но до какой температуры греть? Ответ можно получить только используя вискозиметр, так как в технических листах эти данные обычно не указываются.
Также следует отметить, что многие материалы набирают вязкость в процессе работы (испаряются растворители, попадает воздух, улетучивается аммиак из водных лаков), поэтому контроль этого параметра необходим не только в начале работы, но и в процессе печати тиража.
Воронки, о которых говорилось ранее, применяются для жидких, не очень вязких материалов, для которых время истечения из воронки не превышает 2"-3". Для более вязких материалов, таких как клей, краски высокой печати, используются ротационные вискозиметры.
Они измеряют абсолютные значения вязкости, при этом существует несколько типов вискозиметров и несколько различных единиц измерения. Наиболее популярный вискозиметр Brookfield (ISO 2555), известен также Cone and Plate (ISO 2884, ASTM 4287), Krebs-Stormer (ASTM D 0562), Hoppler. Эти вискозиметры позволяют получать данные в Пуазах и Стоксах.
Для густых, пастообразных офсетных красок используется стержневой вискозиметр (ISO 12644-1996).
Для водорастворимых материалов в техническом листе всегда указывается показатель кислотности рH (DIN ISO 976).
Воднодисперсионные системы являются устойчивыми только в определенном интервале рH, и выход за него может привести к расслоению дисперсии и потере требуемых свойств. Контроль показателя кислотности рH достаточно прост. Для грубой оценки можно использовать индикаторные полоски, с помощью которых по изменению цвета можно определить рH с точностью до одной единицы. Использование рH-метра дает существенно более точные показания. При печати офсетным способом наличие рHметра обязательно, так как отклонение значения рH увлажняющего раствора от оптимального напрямую влияет на качество печати.
Практически всегда в техническом листе можно увидеть значение сухого остатка материала (ISO 3233:1998, ISO 3251:1993), которое показывает, какое реальное количество продукта остается после высыхания материала. Значение сухого остатка, который обычно измеряют для воднодисперсионных и органических лаков и клеев, в условиях типографии определить достаточно сложно. Для проведения данного гравиметрического анализа требуется наличие точных весов, сушильного шкафа и эксикатора. Но в любом случае этот параметр дает объективную оценку при сравнении различных материалов и часто позволяет объяснить ценовую разницу между ними. Например, воднодисперсионный лак с сухим остатком 42% стоит 3,00 у.е./кг, а лак с сухим остатком 25% - 2,00 у.е./кг. В пересчете на 100% сухой остаток стоимость первого лака получается 7,14 у.е./кг, а стоимость второго, вроде бы более дешевого, - 8,00 у.е./кг.
В свою очередь, конечная толщина пленки во многом определяет характеристики полученного покрытия (глянец, стойкость к истиранию, непроницаемость и т.д.).
Поэтому необходимо знать сухой остаток материалов, с которыми Вы работаете, и отдавать себе отчет, что не всегда экономия на цене продукта дает конечную экономию на оттиске.
Для контроля печатных красок существует ряд специальных тестов (ОСТ 29.123-90). Они редко указываются в техническом листе, сопровождающем краску, но все эти данные есть у производителя материала, так как именно по результатам этих тестов формулируются рекомендации по применению продукта.
Итак, что можно измерить, чтобы охарактеризовать краску. Размер зерна краски характеризуется степенью перетира, который может определяться классическим методом с помощью клина (ГОСТ 6589, ISO 1524:2000) или же с использованием микрофотографирования и сравнения с набором эталонов.
Степень перетира красочного пигмента - один из основных параметров, определяющих разрешающую способность красок. Особенно строгие требования по этому параметру предъявляются к триадным краскам, используемым для высоколиниатурных работ. Следует отметить, что не все пигменты могут иметь достаточную степень перетира для воспроизведения мелких деталей изображения. В первую очередь это относится к металлизированным краскам (при слишком сильном перетире пигмента они теряют металлический блеск). Похожая проблема относится и к флюоресцентным краскам - при сильном перетире теряется флюоресцентный эффект.
Контроль степени перетира может быть легко осуществлен в условиях типографии. Кроме частиц пигмента, с помощью клина можно обнаружить посторонние включения (например, сгустки), которые являются следствием нарушений в производстве краски или превышения сроков ее хранения.
Липкость краски, которая бывает ответственна за выщипывания бумаги и ранее нанесенных красок, измеряется с помощью ротационного такометра (ISO 12634:1996). Для данного теста требуется достаточно сложное оборудование. И если модель Protack (фирмы Testprint) позволяет получить значение липкости для сравнения с контрольными, то Tack-oScope (Testprint) дает возможность подобрать баланс краска-вода, так как забор воды краской в процессе печати влияет на конечную липкость.
Измерение липкости краски, как уже было сказано, является достаточно сложным и вряд ли возможно в условиях обычной типографии. Этот параметр используют при контроле офсетных красок. При печати на многокрасочных машинах липкость красок должна уменьшаться от первой секции к последней, что является условием нормального треппинга. Также нужно использовать краски с пониженной липкостью при печати на немелованных основах или основах с плохой проклейкой верхнего слоя. Липкость красок можно уменьшать добавлением либо минерального растворителя (печатного масла), либо специальной пасты для уменьшения липкости.
Тест на эмульгирование офсетной краски обычно осуществляется в типографии в реальных условиях - в процессе печати тиража. В случае подозрения на слишком большое эмульгирование какой-либо конкретной краски можно для разъяснения этой проблемы произвести тестирование в лабораторных условиях. Способность краски удерживать воду можно оценить с помощью несложного лабораторного оборудования. Для всестороннего исследования эмульгирования в условиях, близких к реальным, фирмой Testprint был разработан специальный прибор Hydro-Scope.
Текучесть краски определяет поведение краски на машине: краскоперенос, формирование растровой точки и т.д. Ее измерение - скорее занятие лаборатории, чем технолога типографии. Следует заметить, что этот параметр, так же, как и вязкость, сильно зависит от температуры. Для уменьшения негативного эффекта этой зависимости, например, изготавливают специальные малотекущие офсетные краски для работы в условиях повышенных температур. Данный параметр может быть измерен с помощью прибора Даниэля.
Интенсивность печатной краски - это своего рода "сухой остаток". Этот параметр определяется процентным содержанием и чистотой пигментов, а также, в меньшей степени, подбором связующего. Краски с высоким уровнем интенсивности значительно более технологичны. Их преимущества объясняются меньшей необходимой толщиной наносимого красочного слоя, что приводит к более быстрому закреплению, уменьшению риска отмарывания, облегчению послепечатных стадий (лакировка, припрессовка пленки и т.д.), большему цветовому охвату.
Наиболее точно сравнить интенсивности красок можно при наличии спектрофотометра, пробопечатного станка и точных весов (до 4-го знака после запятой). Методика заключается в следующем: краска накатывается на печатную форму, после чего форма взвешивается, затем осуществляется краскопрогон и форма взвешивается снова. Зная площадь запечатки и количество перешедшей краски, мы можем точно рассчитать расход в г/м2. Сравнение интенсивности красок осуществляется при одинаковом расходе измерением оптической плотности.
В условиях типографии возможен сравнительный тест на интенсивность разных красок: настраиваем машину на печать одной краской, затем меняем краску, оставляя все настройки, и замеряем показания оптической плотности при печати новой краской, затем проводим сравнение. Такой метод не является абсолютно точным, так как краски, кроме интенсивности, могут обладать различным краскопереносом, и при тех же настройках печатной машины мы можем получить различную толщину красочного слоя. Но, несмотря на свои недостатки, такой способ часто применяется и дает вполне приемлемые результаты. Более точно расход красок можно сравнить на больших тиражах.
Для оценки времени формирования красочного слоя существует ряд лабораторных методов:
Определение времени высыхания или пленкообразования,
Определение времени закрепления на бумаге,
Определение времени первоначального закрепления краски на оттиске,
Определение устойчивости краски к высыханию на печатной машине.
В условиях типографии обычно всегда осущесвляется контроль - закрепилась ли краска, так как в противном случае весь тираж может уйти в брак.
Далее хотелось бы вкратце упомянуть тесты для расходных материалов, которые можно отнести к входному контролю. Однако необходимость в их проведении чаще появляется при возникновении проблемы в работе или разрешении конфликтной ситуации с поставщиком материалов. Данные тесты, как правило, проводятся в исследовательской лаборатории, тем более что в спорном случае требуется заключение третьей стороны.
Реактивность УФ-материалов - проверка в лабораторных условиях скорости высыхания УФ-отверждаемых лаков и красок и ее соответствие указанной в техническом листе. Данный тест может быть необходим только при условии, что проблемы с высыханием возникли на 100-процентно исправном оборудовании.
Тест на пенообразование в лаборатории используется при сравнении двух продуктов или при подборе добавок пеногасителя. На производстве уже приходится бороться с этой проблемой. Ее причиной может быть как некачественный материал, так и неисправность оборудования (например, насос закачивает в систему циркуляции воздух).
Определение светостойкости материала (ГОСТ 9.045-75, ГОСТ 21903-76, ISO 11341:1994, ISO 12040:1997) требует наличия специальной тест-кабины, в которой изменение цвета краски происходит под действием света ксеноновой лампы, практически совпадающего с полным спектром солнца. Столь длительное и сложное исследование может быть необходимо только в случае порчи изделия из-за выгорания красок, когда использованные краски были заявлены как светостойкие.
Аналогичные исследования по измерению индекса пожелтения (ASTM D 2253) для лаков и клеев требуются в случае пожелтения прозрачных пленок с течением времени под действием света.
Температура вспышки (ISO 1523:2002, ISO 3679:1983) указывается для всех горючих материалов и важна для безопасности использования продуктов. Знание температуры вспышки необходимо для контроля нагрева при использовании ИК-, УФ-сушек, термографии, так как наличие растворителей в органических и УФ-отверждаемых материалах может стать причиной возгорания.
Для некоторых материалов (например, УФ-лаков, спиртовых красок) наличие воды является отрицательной характеристикой. Для определения процентного содержания воды, как правило, используется метод Фишера (ASTM D 4017, ISO 760-1978).
При определении граничных по температуре условий использования воднодисперсионных материалов важно знание значения минимальной температуры образования пленки (ISO 2115, ASTM D 2354).
Также, в первую очередь для воднодисперсионных материалов, важна устойчивость к замерзанию и оттаиванию (ASTM D 2243).
В завершение рассмотрения методов входного контроля следует отметить, что, естественно, не все тесты для анализа расходных материалов были приведены выше. Вряд ли имеет смысл подвергать столь развернутому анализу используемые продукты. Однако даже небольшая типография может выбрать свой доступный набор тестов входного контроля (как минимум - вязкость, рН) и не оставлять все вопросы, связанные с качеством расходных материалов, на совести поставщика. Ведь известны случаи практически у всех крупных производителей, когда отдельные партии хорошо зарекомендовавших себя продуктов давали сбои. А доказать, когда весь тираж отпечатан, что некачественное изделие получено изза плохих расходных материалов, не всегда возможно. Тем более, что вернуть потраченные деньги возможно, а время - нет.
Итак, входной контроль позволяет убедиться, что у Вас качественные расходные материалы.
Контроль состояния технологического оборудования
В силу того что мы не являемся поставщиками полиграфического оборудования, в этом разделе мы отметим отдельные моменты, на которые следует обращать внимание с точки зрения расходных материалов.
Подача материала - исправность насосов. Как уже отмечалось выше, неисправность в системе подачи может привести к повышенному пенообразованию.
Системы нанесения. Регулировка давления валов отвечает за точность нанесения заданного количества материала. Поверхность валов - за перенос материала.
Системы сушки. Спорные вопросы по реактивности УФ-отверждаемых материалов чаще всего вызваны неудовлетворительным состоянием УФ-сушки (севшие или
Похожие рефераты:
В данной работе ставилась задача установить на количественном уровне закономерности влияния вспомогательных материалов на основные характеристики оттисков с учетом технологических факторов печатного процесса.
Методика построения профиля печати для офсетного, глубокого или высокого способов печати ничем не отличается от методики построения профиля печати для флексографии.
Отсутствие в профильной технологии звеньев, анализирующих сюжет по критериям восприятия, неспособность к "обучению" не позволяет добиться лучшего качества при оцифровке. Эти функции присущи только человеческому интеллекту.
Требования к качеству печатной продукции продолжают возрастать. Часто сданная в печать работа требует не только применения стандартной многокрасочной печати, но и использования дополнительных специальных цветов.
Трафаретные технологии могут с успехом использоваться и в традиционной типографии. Первое, что приходит на ум – лакирование офсетных оттисков. Однако у шелкографии есть куда большие возможности.
Отправить свою хорошую работу в базу знаний просто. Используйте форму, расположенную ниже
Студенты, аспиранты, молодые ученые, использующие базу знаний в своей учебе и работе, будут вам очень благодарны.
Подобные документы
Характеристика автономных и сетевых систем контроля и управления доступом, рассмотрение их структурных схем и технических особенностей. Рекомендации по выбору оптимальных средств и систем контроля доступа по техническим и экономическим показателям.
курсовая работа , добавлен 30.01.2011
Изготовление форм плоской офсетной печати, высокой печати на основе фотополимерных композиций. Разновидности форм глубокой печати. Изготовление форм для специальных видов печати. Влияние способов изготовления на требования к обработке информации.
реферат , добавлен 09.02.2009
Методы контроля качества железобетонных лотков оросительных систем, их область применения, хранения и приемки, а также проведение испытаний по экспертизе лотков железобетонных оросительных систем. Гидростатические испытания лотка на водонепроницаемость.
курсовая работа , добавлен 05.10.2014
Понятие и особенности построения машин глубокой печати, этапы и принципы реализации данного процесса. Внутреннее устройство данных устройств, их функциональные особенности, классификация и разновидности: листовые, рулонные. Основные производители.
курсовая работа , добавлен 10.10.2014
История развития и классификация стиральных машин, технические требования к ним и сведения о производителях. Принцип действия и устройство автоматической стиральной машины, основные показатели ее качества. Сравнение ARDO FL 105 L и Samsung WF 8590 NFW.
курсовая работа , добавлен 19.02.2014
Проблема оценки качества воспроизведения изображений. Адаптация зрительной системы к освещенности, контрастная чувствительность. Проблемы стандартизации параметров качества печати. Выделение атрибутов качества оттисков. Условия проведения эксперимента.
дипломная работа , добавлен 23.06.2012
Определение сборочных и монтажных узлов для машины, схем строповки и расчет стропов распределителя шихты. Разработка технологии сборки резьбовых соединений. Выбор метода контроля за силами предварительной затяжки. Расчет систем пластичной и жидкой смазки.
курсовая работа , добавлен 23.07.2013
Контроль качества продукции - комплекс мер, включающие проведение измерений, анализ испытаний совокупности свойств и характеристик продукции и их сравнение с установленными требованиями для определения соответствия полученных и требуемых величин параметров качества.
Контроль качества печатной продукции осуществляется с помощью двух систем цветового и денситометрического измерения.
К средствам контроля относятся технические средства и приборы, служащие для измерения контролируемых величин и имеющие варьированные метрологические свойства. Наиболее распространенное простейшее средство - линейка, к более сложным относится денситометр.
Особенное место в средствах контроля занимают тест-объекты или тест-шкалы. Их основное назначение - получение оперативной информации об объективных показателях качества печатной продукции. Тест-шкалы предназначены для визуального контроля, но при этом они дают возможность получать цифровые значения показателей некоторых свойств изображения.
Некоторые сведения о шкалах оперативного контроля качества представлены в пункте 6.3.2 «Показатели качества и методы их контроля».
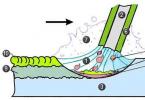
В брошюре «Основы управления качеством печатной продукции» рассмотрена тест-шкала разработанная ВНИИПолиграфия, которая рекомендована для использования на полиграфических предприятиях страны. Общее строение шкалы показано на рисунке 10.
Рисунок 10 Тест-шкала оперативного контроля офсетного печатного процесса:
- 1 -- элементы контроля растискивания для пурпурной, голубой, желтой и черной красок;
- 2-- элементы контроля воспроизведения мелких растровых точек для пурпурной, голубой, желтой и черной красок (состоят из двух растровых полей-- верхнего и нижнего);
- 3 -- радиальная мира для общей оценки результатов печатания по всем краскам;
- 4-- кольцевые миры с низкой и высокой линиатурой для контроля скольжения;
- 5,6, 7, 8-- однокрасочные плашки для контроля толщины красочного слоя на оттиске (5--пурпурная, 6-- голубая, 7-- желтая, 8-- черная плашки);
- 9,10,11-- бинарные наложения плашек для контроля перехода краски на краску (9- красное (П + Ж), 10- синее
- (П + Г), 11-- зеленое (Ж + Г) наложения);
- 12-- наложение трех растровых полей пурпурного, желтого и голубого для контроля цветового баланса «по-серому» в полутонах;
- 13-- наложение плашек трех цветных красок для контроля перехода третьей краски на бинарную плашку;
- 14-- наложение черной краски на трехкрасочное растровое поле для контроля перехода четвертой краски на трехкрасочное поле;
- 15-- приводочные кресты-метки для контроля совмещения красок.
«Рассмотрим подробно показатели, которые можно контролировать с помощью этого тест-объекта.
Контроль показателей цветопередачи
Для контроля печати «по-сухому» тест-шкала должна содержать плашки, для контроля печати «по-сырому» -- растровые поля.
Элементы контроля цветопередачи тест-шкалы представленной на рисунке 10 включают в себя:
- 1) однокрасочные плашки для контроля воспроизведения цветовых параметров (фактически толщины красочного слоя, так как цветовые свойства краски в процессе печатания не должны меняться), представленные полями 5, 6, 7 и 8, запечатанные пурпурной, голубой, желтой и черной краской соответственно;
- 2) поля бинарного наложения плашек для контроля перехода краски на краску: 9 -- красное (П + Ж), 10 -- синее (П + Г), 11 -- зеленое (Ж + Г);
- 3) поле троичного наложения цветных красок 13. По полю 13 определяется переход третьей краски на бинарную плашку. Сравнением поля 13 с полем 8 (черная краска) определяются результаты трехкрасочного синтеза (в идеальном случае по цвету они должны соответствовать друг другу);
- 4) поле 14 для контроля перехода четвертой черной краски на трехкрасочное растровое поле;
- 5) поле 12 наложения растровых полей трех цветных красок для контроля баланса «по-серому» в полутонах.
Тест-шкалы рассчитаны на объективный и субъективный контроль. Первый проводится с помощью денситометров и, естественно, дает более точные и количественно выраженные данные. Визуальная оценка выполняет сигнальные функции и указывает на отсутствие или наличие воздействующего на результаты печати фактора. Визуальный контроль значительно облегчается при наличии эталонов цвета или пробного оттиска.
Поля одинарного наложения позволяют оценивать цвет, получаемый при наложении каждой краски непосредственно на бумагу. Поскольку цвет оттиска в этом случае определяется только толщиной красочного слоя, по данным оценки этих полей можно контролировать качество настройки красочного аппарата на подачу краски. При применении денситометра оптические плотности полей измеряются за светофильтрами дополнительного цвета и сравниваются с установленными нормативами.
Поля бинарного наложения, как правило, расположены так, чтобы рядом лежало поле одинарного наложения той краски, которая печатается второй. Например, рядом с красным полем, получаемым путем наложения пурпурной краски на желтую, должно быть поле пурпурной краски. В этом случае сравнивание этих полей за зеленым светофильтром (можно и визуально) дает возможность оценивать переход пурпурной краски на желтую. Если плотности этих полей за светофильтром одинаковы, значит переход пурпурной краски на ранее запечатанную желтую не изменился в сравнении с наложением на чистую бумагу. Различие в плотностях свидетельствует об изменении перехода.
Поле троичного наложения выполняет те же функции, но уже при наложении третьей краски. С целью облегчения контроля возможно воспроизведение этого поля рядом с полем 8, запечатанным только черной краской. Если поле 13 по цвету и светлоте совпадает с полем 8, то условия синтеза цвета не нарушены и технологический процесс проводится правильно. В противном случае результаты свидетельствуют о снижении перехода третьей краски на бинарную плашку и о невозможности воспроизведения черного цвета путем трехкрасочного синтеза. Поле 14 выполняет аналогичные функции, но уже в режиме печатания «по-сырому», так как в этом случае печать цветных красок плашками для воспроизведения темных (ахроматических) цветов не рекомендуется.
Контроль цветовых свойств поля 12 позволяет зрительно оценить наличие отклонений в толщине красочных слоев, участвующих в синтезе цвета красок, или в повышенной деформации растровых элементов этих красок. Поле выполняет чисто сигнальные функции. Элемент представляет собой наложение растровых полей трех красок, причем размеры растровых элементов подобраны таким образом, чтобы на оттиске воспроизводился нейтрально серый цвет. Соотношение размеров растровых элементов зависит от свойств триады красок и для европейского стандарта может быть следующим: 50% -- голубая краска, 41% -- пурпурная, 41% -- желтая. Наличие цветового оттенка свидетельствует о нарушении технологического процесса, а сам оттенок указывает на объект поиска.
Чтобы облегчить условия визуального контроля, целесообразно рядом с полем 12 печатать черной краской растровое поле с площадью элементов 50%.
Контроль деформации печатающих элементов
Величина деформации печатающих элементов зависит, главным образом, от давления в полосе контакта и толщины красочного слоя.
Поскольку деформация печатающих элементов происходит в каждом печатном цикле, элементы тест-шкалы для ее определения дублируются по каждой краске. Следует различать специфические задачи элементов данного назначения. Наиболее важные задачи выполняют поля количественного контроля растаскивания. На шкале ВНИИ Полиграфии они представляют собой три высоколиниатурных растровых поля (разной линиа-туры), расположенных на фоне с растровыми элементами более низкой линиатуры. Действие этих полей основано на различии в суммарной деформации растровых элементов, которая определяется их периметром.
При анализе элемента 1 тест-шкалы ВНИИПолиграфии возможны следующие варианты:
- а) поля 1, 2, 3 темнее фона -- растискивание свыше 20%, что недопустимо;
- б) поля 1, 2 темнее фона, поле 3 сливается с фоном -- растискивание равно 20%, что соответствует пределу удовлетворительного качества для печатания газетной, бланочной и другой подобной продукции;
- в) поле 1 темнее фона, поле 2 сливается с фоном, поле 3 светлее фона -- растискивание равно 10%, что удовлетворяет требованиям печатания художественной продукции;
- г) поле 1 сливается с фоном, поля 2, 3 светлее фона -- минимальное растискивание;
- д) возможны промежуточные случаи, например поля 1, 2 темнее фона, поле 3 светлее фона, -- растискивание находится в интервале между 10 и 20%.
Контроль деформации направленного характера
Контроль деформации направленного характера (скольжения) проводится по элементам разного строения. Грубые ошибки печати выявляются с помощью поля 3, представленного на рисунке 11, представляющего собой радиальную миру. Поле выполняет в основном сигнальные функции с указанием на характер деформационных явлений.

Рисунок 11 Радиальная мира для общей оценки процесса печатания
Миры могут быть позитивные (черные линии на белом фоне) и негативные (белые на черном). Принципиального отличия в них нет. Если на оттиске центр миры воспроизводится в форме круглого пятна, то это свидетельствует о наличии деформации. Переход круглого пятна в овальное говорит о наличии направленных деформаций (скольжения), форма пятна в виде восьмерки -- о наличии двоения.
Более уверенно о появлении деформации направленного характера можно судить по элементу 4. Наличие скольжения по каждой краске приводит к образованию различных по светлоте секторов. Направление затемненного сектора совпадает с направлением скольжения. Рисунок 12 дает представление о строении этого поля и принципах его действия.

Рисунок 12 Элемент для определения направления деформации
Горизонтальные и вертикальные штрихи, из которых образовано данное поле, при наличии скольжения получают прирост по площади. В настоящее время это доминирующая форма элементов на тест-шкалах для контроля направления деформации. Меняется только форма секторов. На одних шкалах она представлена в форме крестов различной формы, на других -- в виде букв, образующих слово «сдвиг».
Контроль оптимальности условий процесса печатания
В тест-шкале ВНИИПолиграфии элементы по своему построению универсальны и выполняют сразу несколько функций.
Решение оптимизационных задач при отладке процесса печатания сводится к определению минимальных размеров растровых элементов, воспроизводимых на оттиске. Задача может решаться как с одной, так и с двух сторон градационной шкалы. В светах с помощью тест-шкалы ВНИИПолиграфии по элементам 1 устанавливается наличие непропечатки. Если все три сигнальных поля светлее фона, то это говорит о неполной пропечатке растровых элементов. Дополнительную информацию по этому вопросу можно получить, изучая элемент 2, состоящий из двух растровых полей и предназначенный для контроля воспроизводимости мелких растровых элементов. Исчезновение мелких элементов на оттиске при их наличии на форме свидетельствует о непропечатке.
Однако такое построение тест-шкалы не дает количественных сведений о критических размерах растрового элемента. В ряде шкал предусмотрено деление элемента для контроля воспроизводимости на более мелкие участки, на которых даются растровые элементы со строго нормированными размерами и в определенной градации. Пример такого элемента тест-шкалы дается на рисунке 13.
Рисунок 13 Элемент контроля оптимальности режимов процесса печатания (тест-шкала)
Для получения подобной информации в тенях градационной шкалы может использоваться элемент подобного же построения со следующим примерным соотношением величины растровых точек: 91, 93, 95, 97, 98 и 99%, плашка (тест-шкала, предлагаемая институтом FOGRA).
Контроль разрешающей способности процессов
Элементы для определения разрешающей способности процессов состоят, как правило, из мелких полей, образованных штрихами. Размеры штрихов по ширине и расстояние между ними строго определены для каждого поля. Например, для шкалы CROMALIN характерны следующие размеры штрихов: 6, 8, 11, 13 и 16 мкм.
Следует отметить, что эти поля выполняют метрологические функции и по этой причине часть их образована штрихами, размеры которых заведомо меньше разрешающей способности полиграфических процессов. Например, поле с размером штрихов 6 и 8 мкм не воспроизводится даже с помощью фототехнических пленок, а тем более в процессе печатания. Но для целей измерения шкала должна обладать запасом делений, что обеспечивает более высокую точность измерений. Для исследовательских целей в печатном процессе находят применение специальные миры, строение которых практически полностью соответствует мирам, используемым в фотографии для определения разрешающей способности фотографических материалов.
Приборное обеспечение контроля качества печатной продукции
На полиграфических предприятиях применяются денситометры различных конструкций для контроля качества продукции.
Решены также задачи регламентирования большей части технологических процессов с указанием допусков на основные параметры качества продукции, в оценке которых главную роль играют измерения оптической плотности.
Разработан отраслевой стандарт ISO 12647-2, в котором установлены денситометрические нормы по группам бумаг, удовлетворяющие требованиям к цветовому синтезу и насыщенности бинарных цветов триадного синтеза, представленный в таблице 14.
Таблица 14 Денситометрические нормы печатания. Плотность отражения сплошных красочных слоев
|
Расшифровка класса |
Плотность отражения сплошных красочных слоев |
||||||||
|
Пурпурный |
|||||||||
|
Глянцевая без древесной массы (от 70 г/м2 и выше) |
|||||||||
|
Матовая без древесной массы |
|||||||||
|
Глянцевая без древесной массы (до 70 г/м2) |
|||||||||
|
Немелованная (офсетная) |
|||||||||
|
Немелованная (газетная, суперкаландрированная) |
Все это позволяет рассматривать денситометр как основное средство контроля качества продукции полиграфических предприятии.
Использование денситометра в производственных условиях позволяет:
- 1. нормировать технологические процессы;
- 2. создать объективные критерии качества по целому ряду свойств продукции;
- 3. объективизировать процесс контроля, т.е. исключить из оценки индивидуальные особенности контролера;
- 4. повысить точность и надежность контроля; существенно расширить рамки контроля.»
Дополнительные требования
Изображения на оттисках, отпечатанных цветными красками, должны быть точно совмещены. Допустимые отклонения в зависимости от вида продукции должны быть не более:
- - листовая печать 0,05 мм;
- - рулонная печать Heatset 0,1 мм;
- - рулонная газетная печать 0,3 мм.
- - несовмещение по приводным крестам не должно превышать 0,15 мм.
- - несовмещение "лица" с оборотом листа не должно превышать 1,5 мм.
- - перекос изображения не может превышать 0,2 мм.
- - допускается наличие на оттиске "марашек" (элементов бумажной пыли, отпечатанных через офсетную резину) размером не более 1,5 мм в количестве 2-х штук на 0,35 м2 печатного листа, если данный элемент не искажает текстовой информации и не расположен на лицах в фотографических участках изображения, а также на имиджевых рекламных блоках.
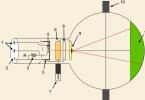
«Одним из новых видов контрольно-измерительной техники являются портативные цифровые микроскопы, позволяющие измерять параметры печатных форм, фотоформ и оттисков. Импульс развитию подобной техники дало активное внедрение технологии c-t-p в офсете и повышение требований к качеству печати. Главное достоинство этих приборов - более высокая, чем у денситометров, точность измерения параметров печатных форм.
Одно из таких устройств для контроля качества офсетных форм - ICPlate - портативный прибор для контроля качества, представленный на рисунке 14. Он обеспечивает быстрый контроль как систем c-t-p, так и традиционной печати. Встроенная видеокамера позволяет прибору анализировать относительную площадь растровой точки, линиатуру, геометрию точки и угол наклона растра. Одним словом, можно быстро оценить состояние печатной формы до и после печати, выяснить и устранить проблемы в процессе изготовления форм, в том числе и при использовании CTP-процесса, откалибровать CTP-устройство.
Результатом использования прибора является возможность контроля за самым критичным процессом -- изготовлением печатных форм при этом сокращая время самого производства и производственные расходы.
После измерения результат мгновенно высвечивается на жидкокристаллическом дисплее. При этом если необходимо произвести визуальный анализ растровой точки, изображение можно увеличивать.

Рисунок 14 Устройство для контроля качества офсетных форм ICPlate
Прибор способен измерить образцы: позитивных и негативных монометаллических печатных форм, позитивных и негативных полиэстровых печатных форм, фотоформ, печатных оттисков.
В комплект с цифровым микроскопом обычно входит программное обеспечение, которое помогает выполнять калибровку прибора, а также дает возможность анализа и архивирования результатов измерений.»
«Так же в последнее время появились станции контроля, такие как станция контроля Control Station CtP Pro, представленная на рисунке 15 , предназначенные для визуального осмотра и коррекции как традиционных, так и изготовленных по технологии CtP офсетных печатных форм. Визуальный контроль печатных форм особенно важен в цифровом допечатном потоке, когда вещественный носитель можно проверить только перед началом процесса печати.

Рисунок 15 Станция контроля Control Station CtP Pro
Особенности:
- - асимметричный источник света для более равномерного освещения поверхности формы
- - вертикальная контрольная панель обеспечивает удобное и простое позиционирование формы
- - увеличительное стекло с плавным ручным перемещением в вертикальном и горизонтальном направлениях
- - ручное регулирование высоты контрольной панели для удобства осмотра
- - регулируемый наклон контрольной панели может быть использован для сравнения по цвету печатных оттисков в стандартизованных условиях освещения.»
КАЧЕСТВЕННАЯ ОФСЕТНАЯ ПЕЧАТЬ В СРОК!!!
Контроль качества полиграфической продукции в типографии МАКССПЕЙС начинается с проверки поступающих в типографию материалов, продолжается на всех операциях процесса производства, и заканчивается контролем качества готовой продукции.
ВХОДНОЙ КОНТРОЛЬ МАТЕРИАЛОВ
На нашем производстве используются только сертифицированные материалы: краска, бумага, ламинация, рекомендованные производителями печатного и постпечатного оборудования компанией Heidelberg. Все материалы проверяются на целостность упаковки и срок годности, а так же по параметрам, влияющим на выполнение технологического процесса.
КОНТРОЛЬ НА ОПЕРАЦИЯХ ПРОИЗВОДСТВА
Допечатная подготовка
При приеме от заказчика макета в электронном виде происходит его первичный контроль на соответствие макета техническим требованиям типографии, распечатке или образцу готовой продукции. Оформленную технологическую карту проверяет технолог, на соответствие заданным технологическим процессам. Готовую верстку макета, спуск полос проверяет начальник препресс отдела. Так же, если есть необходимость, мы отправляем заказчику спуски на согласование.
При выводе печатных форм контролируется: правильность режимов обработки пластины и наличие механических повреждений.
Печатное производство
На данном этапе контролируются печатником и технологом:
1. Разнотон – изменение цвета изделия от экземпляра к экземпляру в тираже.
2. Наличие марашек.
3. Совмещение красок. Отклонение допускается до 0,1 мм.
4. Правильность переворота, т.е. совпадение на просвет лица и оборота изделия.
5. Точность заданного цвета (PANTONE). Разнотон и точность задания цвета контролируется с помощью спектрофотометра. Отличное качество при Дельта Е до 3, глаз едва улавливает отличие. Хорошее качество – в диапазоне Дельта Е от 3 до 6. Удовлетворительное качество – в диапазоне Дельта Е от 6 до 9.
6. Перетискивание.
7. Соответствие фактически отпечатанного количества оттисков заказанному тиражу.
Послепечатная обработка
Контролю подвергаются:
1. Время окончательного закрепления краски на оттиске, т.к. направление на послепечатную обработку "сырого" тиража может привести к повреждению красочного слоя и слипанию листов;
2. Правильность размеров и отсутствие косины;
3. Точность фальцовки или биговки;
4. Правильность подборки тиража, (например, при изготовлении каталогов или брошюр) в блоке не должно быть двух одинаковых или пропущенных листов, а листы должны располагаться в правильной последовательности;
5. Качество приклейки элементов изделия (например, скотча на шелфтокеры или ножек на вобблеры);
6. Качество скрепления (каталога или брошюры);
7. Качество и соответствие спецификации переплетных и отделочных материалов.
Данный перечень может быть продолжен, и число параметров контроля будет увеличиваться в зависимости от сложности конкретного изделия.
Полный перечень параметров контроля и допуски на их отклонения приведены в технологических инструкциях на процессы полиграфического производства, утвержденные Государственным комитетом РФ по печати.
КОНТРОЛЬ КАЧЕСТВА ГОТОВОЙ ПРОДУКЦИИ
Перед упаковкой готовая продукция выборочно проверяется на соответствие требованиям полиграфических норм и стандартов.